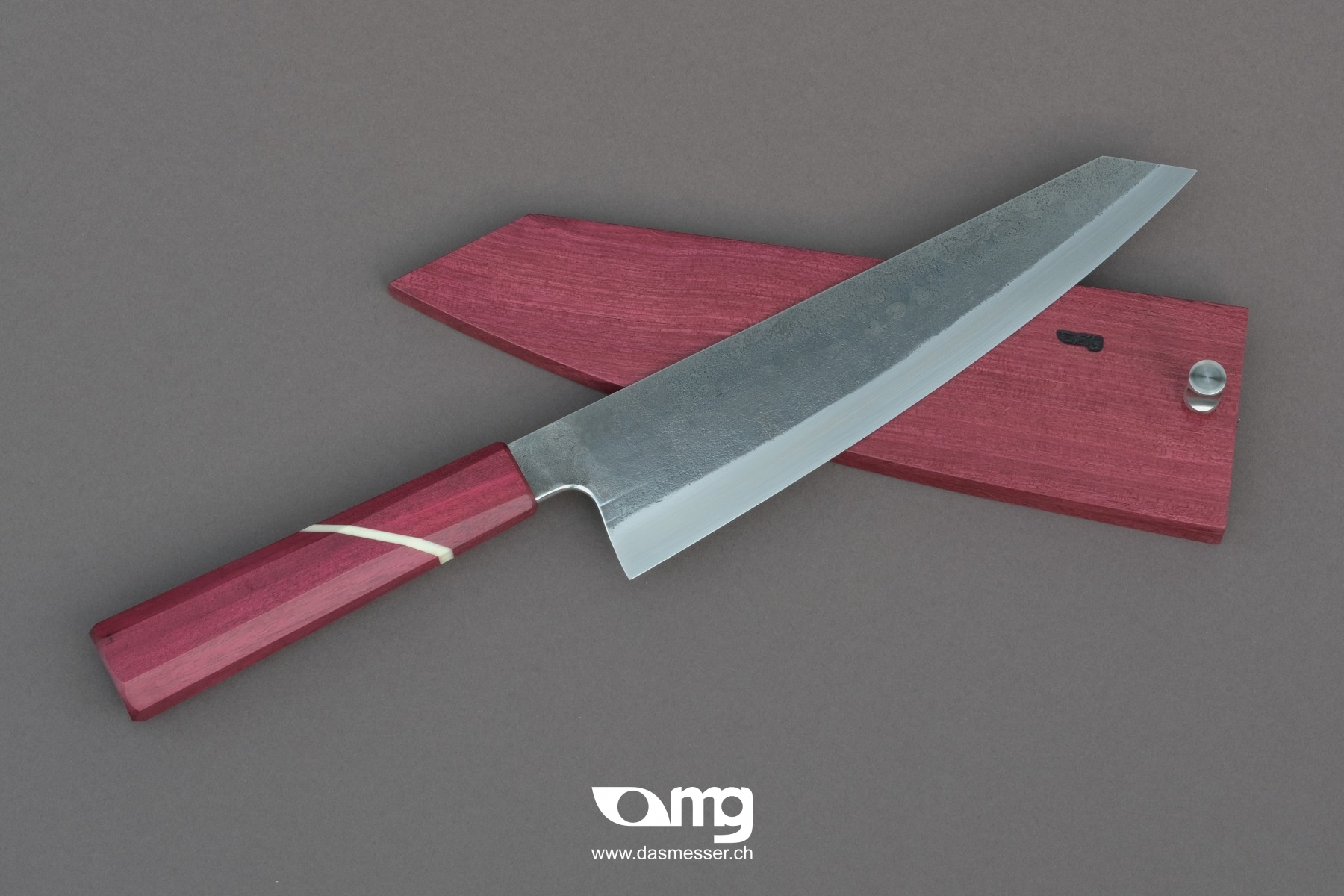
Rebecca Clopath „Os“







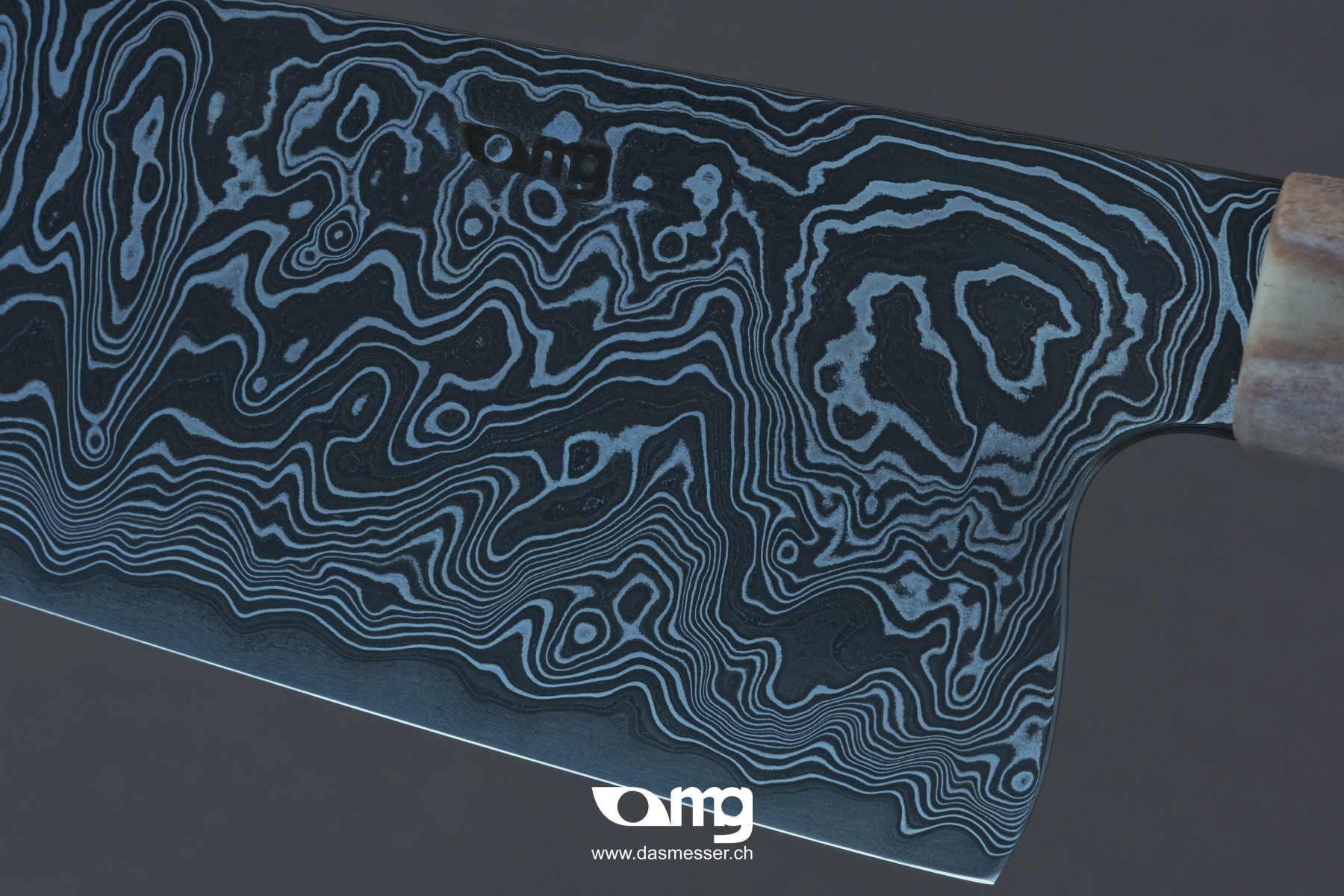
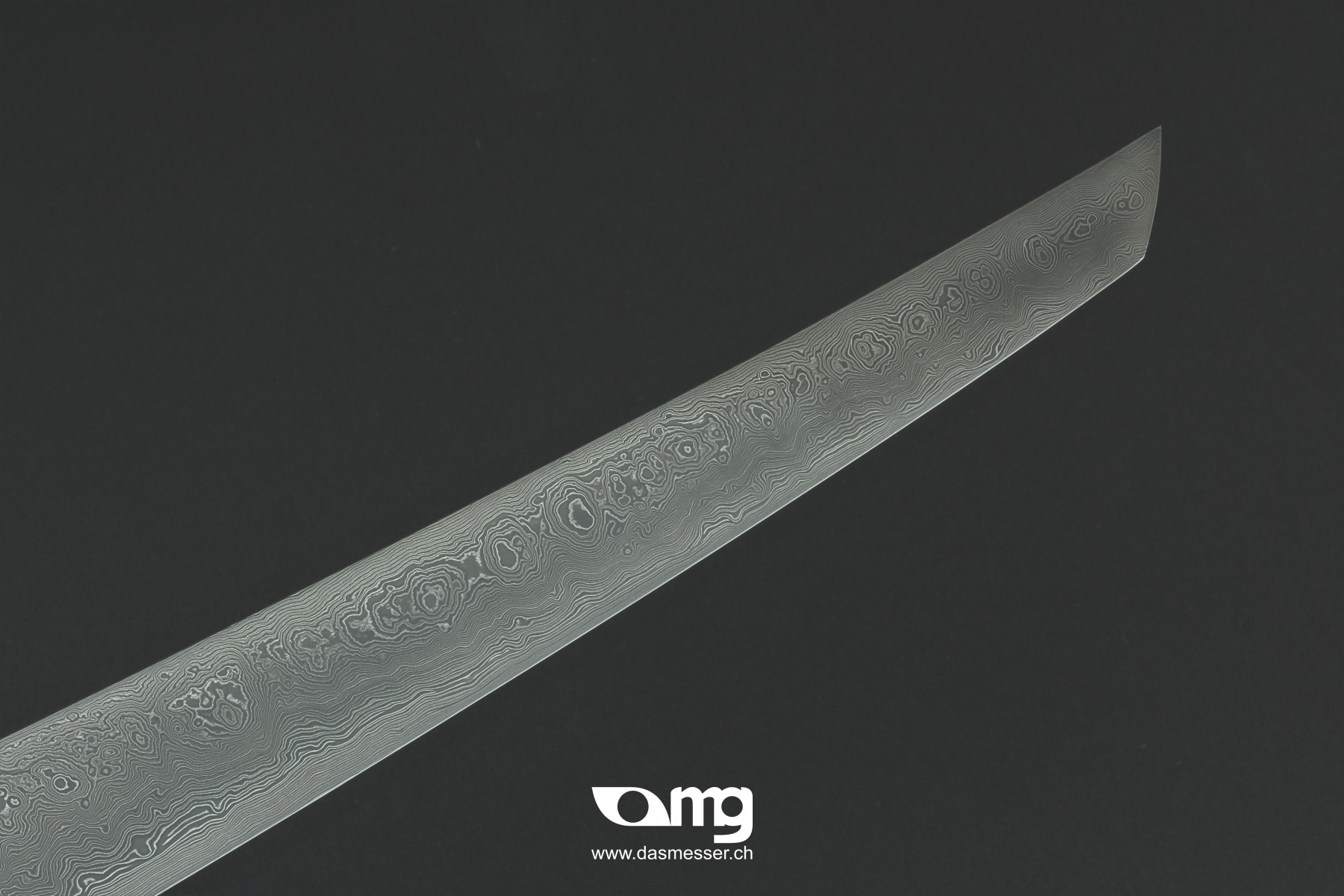
Rebecca Clopath’s Ausbeinmesser besteht aus der Weiterentwicklung des Guldimann-Stahls (GS1). Dieser verwendete Stahl (GS2) wurde gegen Ende 2019 auf meine exakte Anweisung in Österreich erschmolzen. Hierbei sind die Mengen an Wolfram erhöht und die Verhältnisse zwischen Niob und Titan ausgewogener zulegiert worden als bei der ersten Schmelze (GS1). Zudem hat Die Klinge durch das Bainitisieren eine besonders hohe Zähigkeit.
Vor-Schmieden (Thermomechanisches Umformen)
Der GS2 kam in groben Stücken in meiner Werkstatt an und war keineswegs nur in Form zu schmieden. Erst durch das sich wiederholende Stapeln und Feuerschweissen mit sich selber, war der Verformungsgrad hoch genug und so das Gefüge nochmals verfeinert.
Haupt-Schmieden (Thermomechanisches Umformen)
Erst nachdem das Mehrlagenpaket bestmögliche Gefügezustände aufwies, schritt ich voran zur Formgebung des Messers, wobei die Vorzüge einer kontrollierten thermomechanischen Umformung ausgenutzt wurden. Dieser sehr zentrale Schmiedeprozess ist die Basis für ein exzellentes Zähigkeits-Härte Verhältnis.
Wärmebehandlung und Härteprüfung
Nach diesem aufwändigen Schmiedeprozess, wurde das Messer grobgeschliffen und wärmebehandelt. Als Teil der Wärmebehandlung bezeichnet man auch die Härtung und das darauffolgende Anlassen des Stahles. Dieser wichtige Prozess sorgt für die schlussendliche Widerstandsfähigkeit gegen Verschleisserscheinungen, im Besonderen dieser an der Schneide. Die hohe Härte der Schneidlage liegt durchschnittlich bei 58 HRC und wurde durch die UCI (Ultrasonic contact impedance) Härteprüfung an 25 Messpunkten ermittelt. Diese Härteprüfung wurde mittels des sehr genauen UCI-Härteprüfgerätes, dem Sonodur 3 ausgeführt.
Schärfen
Die exzellent hohe Schärfe wird mit Hilfe des NOWI PRO, einer winkelgeführten Präzisionseinrichtung, gefertigt von Katocut, und diversen synthetischen Wassersteinen sowie Natursteine erreicht. Selbstverständlich geschieht dieser wichtige Vorgang ausschließlich wassergekühlt und somit bei Raumtemperatur.
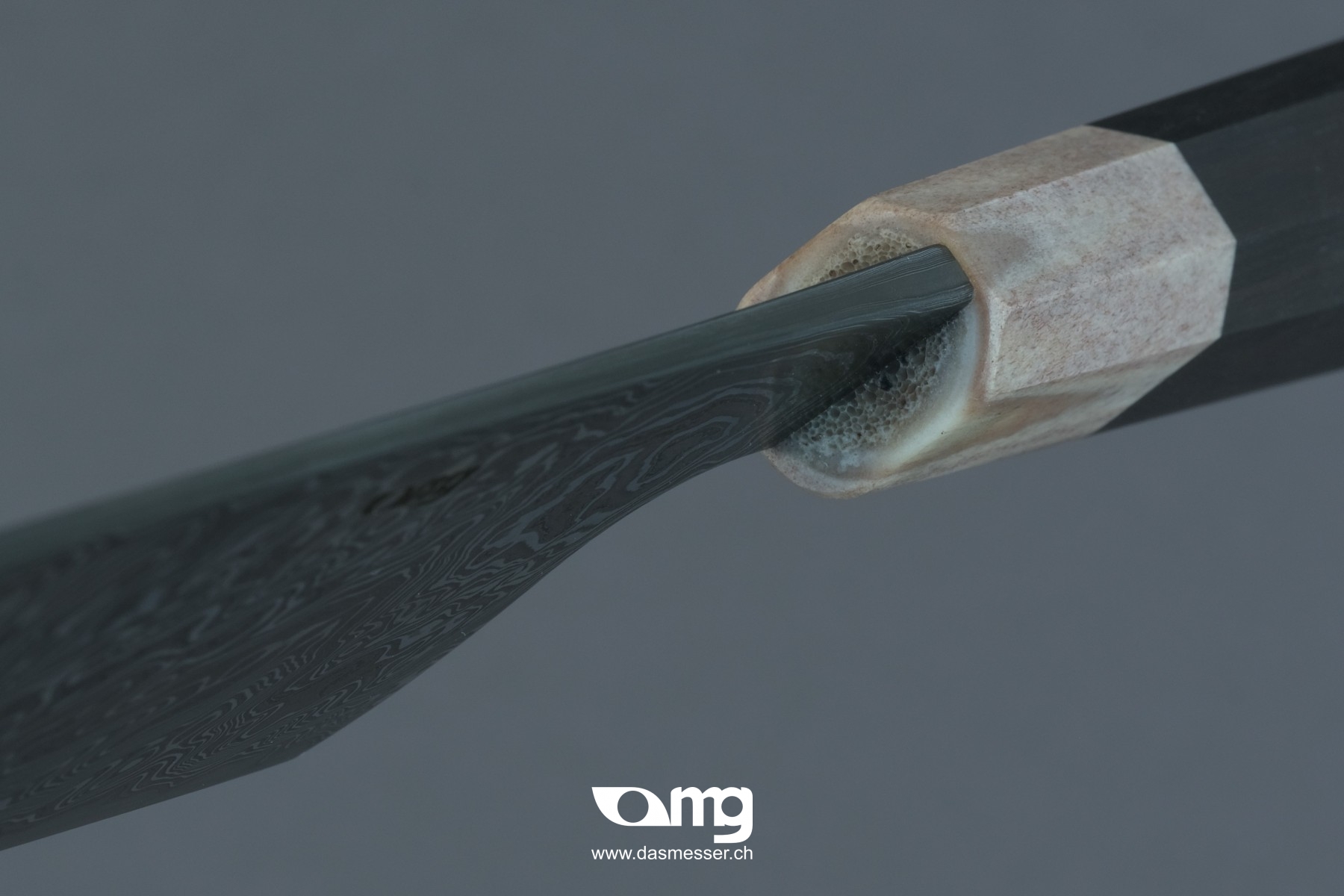
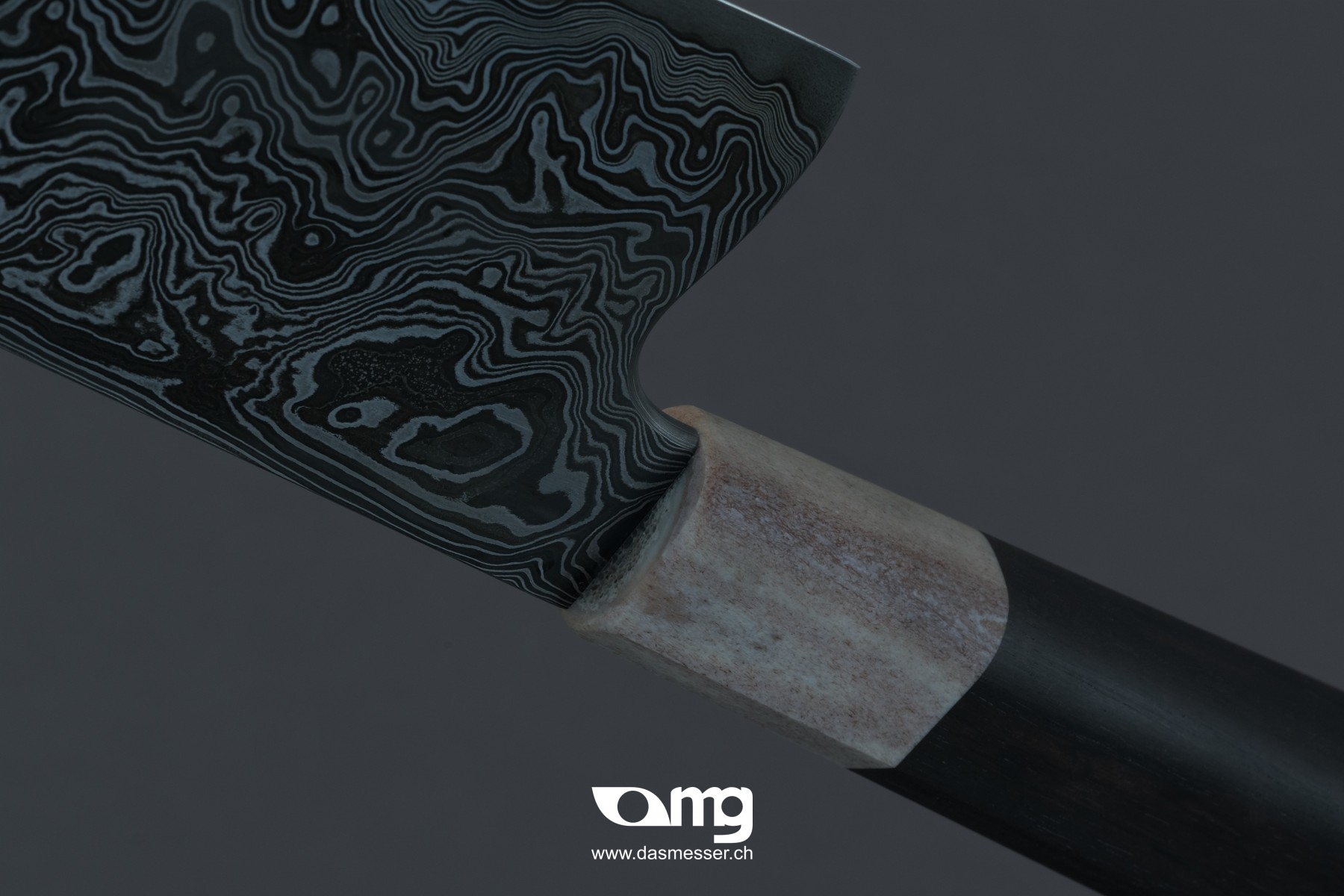
Monturen
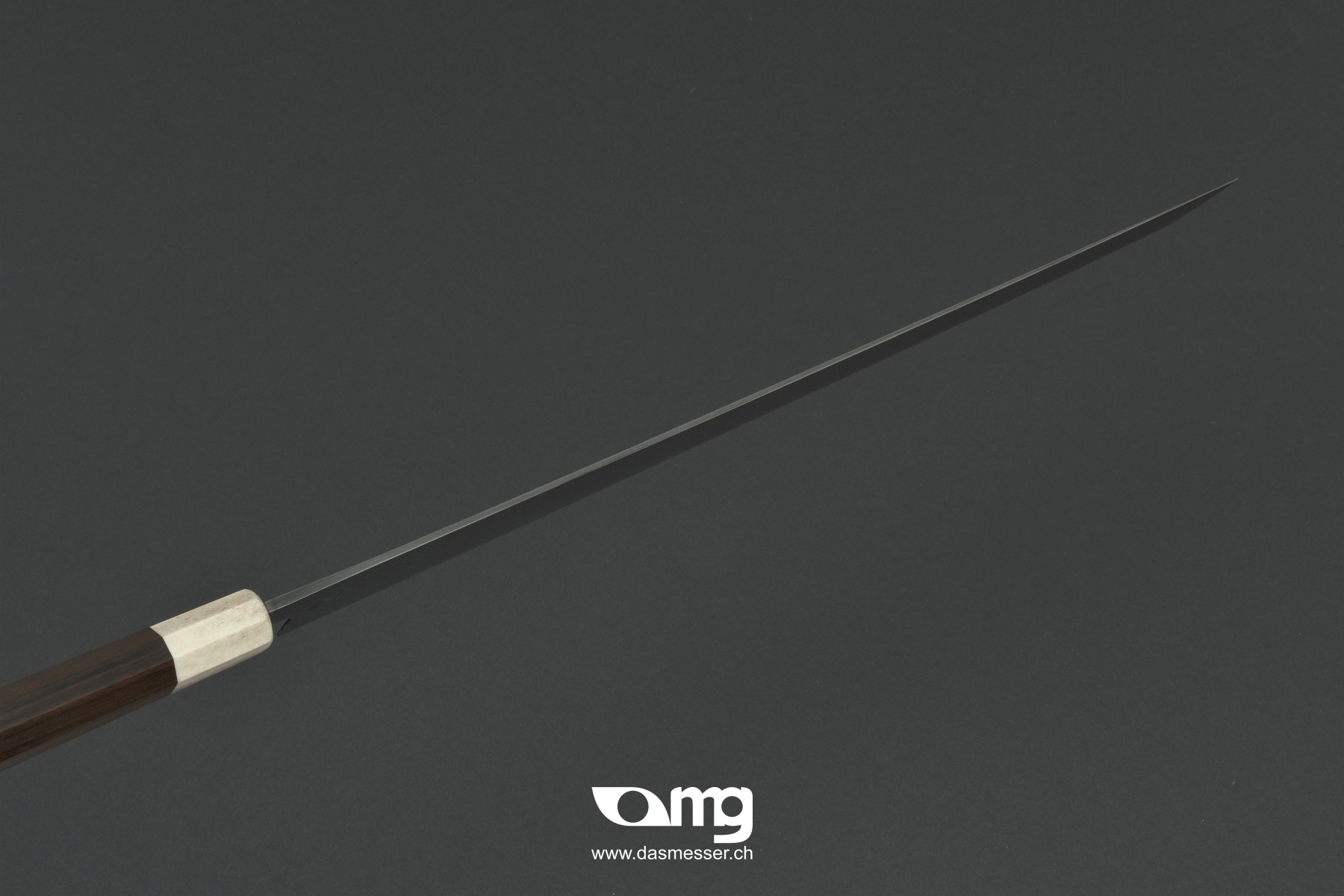
Der geschwungen geformte Griff besteht aus türkischem Nussbaum und stabilisiertem Rentierhorn aus Skandinavien. Der gefräste und gedrehte Sicherungsstift besteht aus Chromstahl, er sorgt für spielfreien Klingensitz in der mit Leder gefütterten Scheide aus türkischem Nussbaum.
Empfehlungen
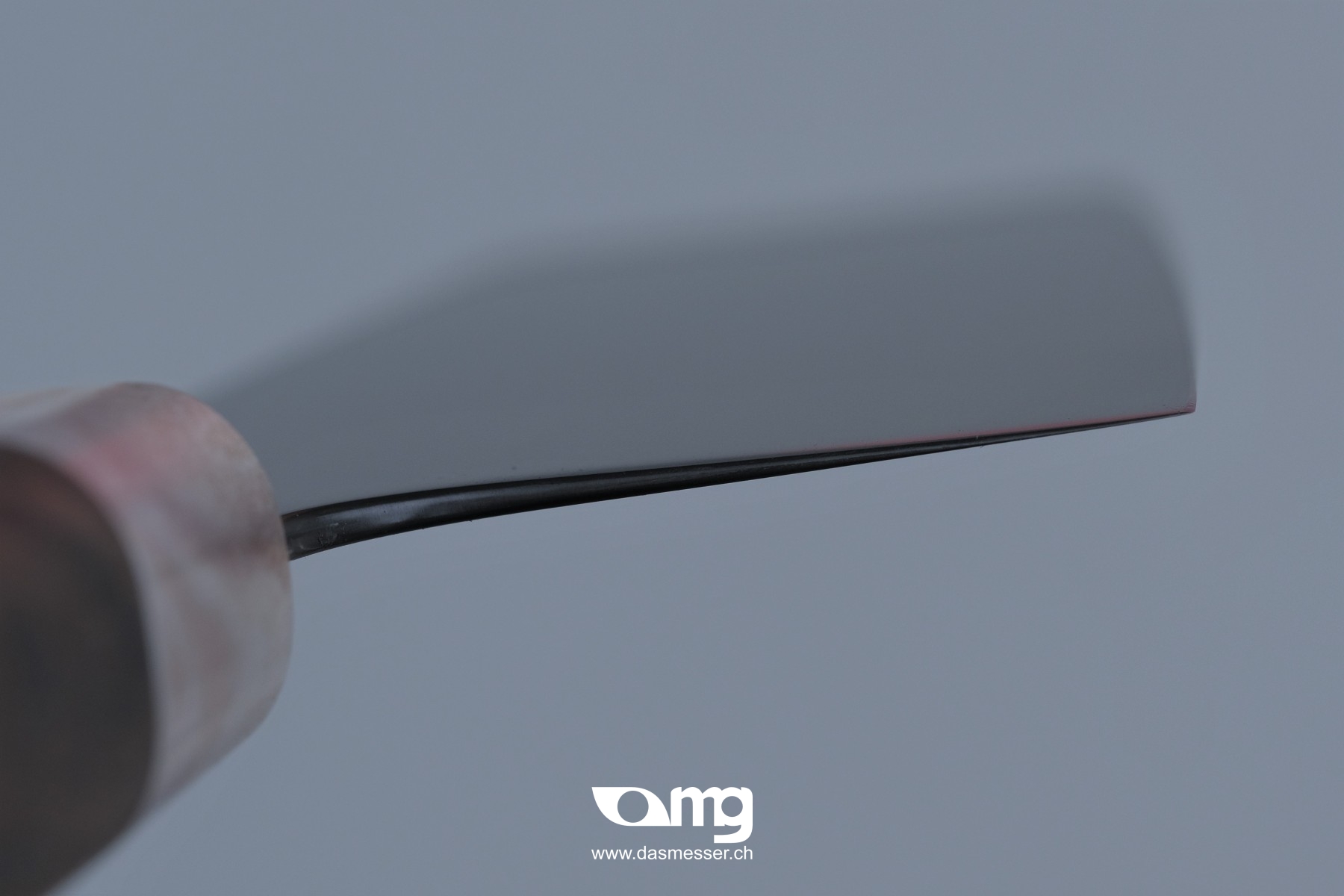
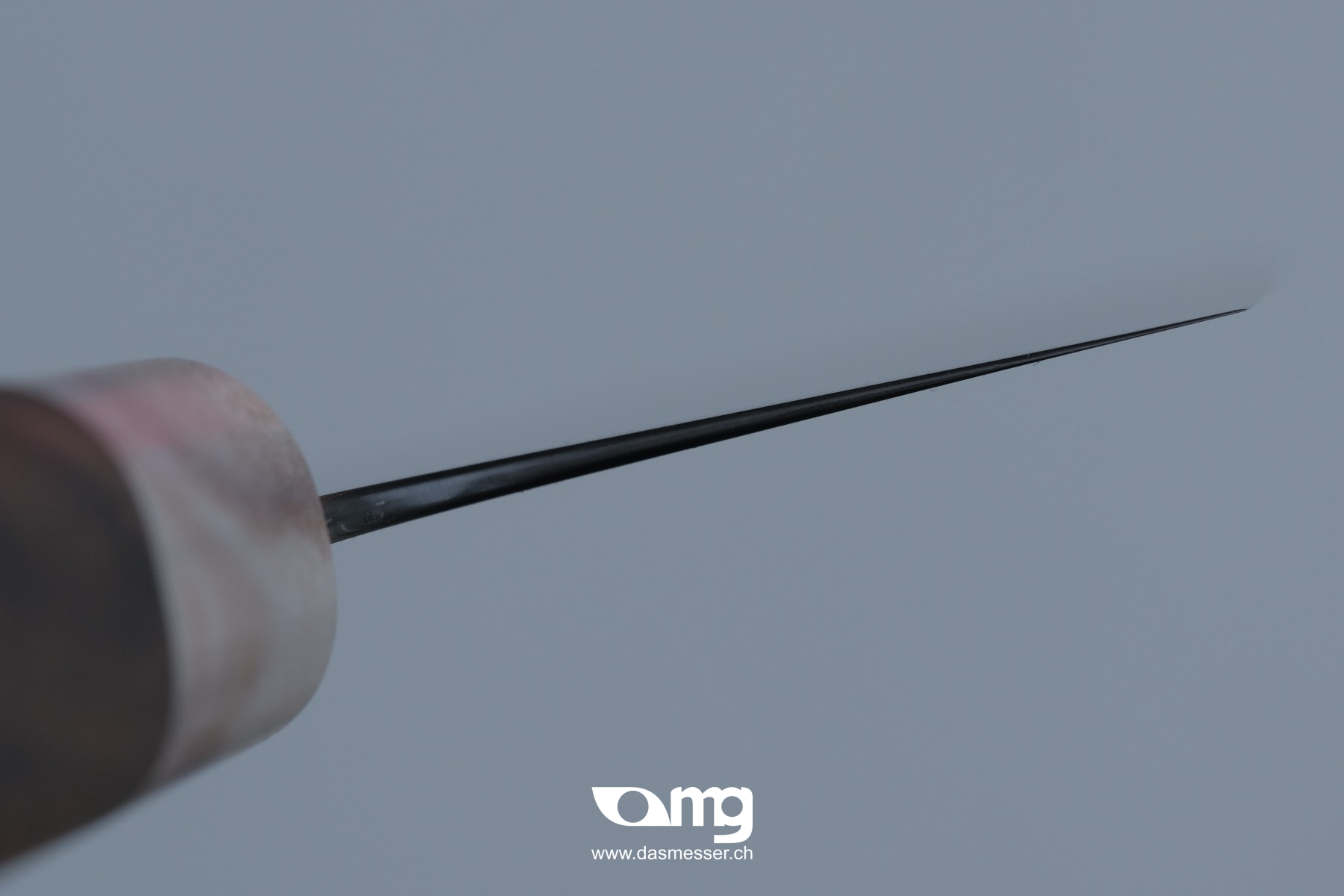
- Die Schneide hat eine filigrane Geometrie, daher ist das Messer nicht geeignet für Knochen und gefrorene Lebensmittel.
- Um Schnittgut auf die Seite zu schieben, bitte den Rücken verwenden und nicht mit der Schneide schaben. Beim Schaben leidet die Schärfe unnötig stark, da sich die Schneide umlegt!
- Die Klinge ist nicht rostfrei, daher unmittelbar nach Gebrauch mit warmem Wasser und evtl. wenig Seife reinigen, danach sofort abtrocknen.
- Nicht in der Spülmaschine waschen.
- Für die Reinigung keinen kratzenden Schwamm verwenden.
- Die Helligkeit der Klinge kann sich verändern (Patinabildung). Die Verfärbung der Klinge kann mit Keramikherdreiniger und einem Lappen vorsichtig entfernt werden. Danach gut abspülen und sofort trocknen!
- Jede Klinge verliert bei Gebrauch ihre Schärfe. Dessen Wiederherstellung kann auf Wassersteinen erfolgen oder soll direkt über mich geschehen.
Technische Daten
| Klingenstahl: | Guldimann-Stahl GS2 |
| Schneidenhärte (UCI Prüfung): | 58 HRC |
| Griff: | Rentierhorn / Nussbaum Türkei |
| Gesamtlänge (mit Griff): | 290 mm |
| Länge der Klinge: | 154 mm |
| Höhe der Klinge: | 29.8 mm |
| Dicke der Klinge beim Griff / Mitte der Klinge: | 3.9 mm / 2.9 mm |
| Gewicht des Messers: | 113 g |