Rubi2con










Der Kern dieser beiden Kochmesser, besteht aus der Weiterentwicklung des Guldimann-Stahls (GS1). Dieser verwendete Stahl (GS2) wurde gegen Ende 2019 auf meine exakte Anweisung in Österreich erschmolzen. Hierbei sind die Mengen an Wolfram erhöht und die Verhältnisse zwischen Niob und Titan ausgewogener zulegiert worden als bei der ersten Schmelze (GS1).
Vor-Schmieden (Thermomechanisches Umformen der Kernlage)
Der GS2 kam in groben Stücken in meiner Werkstatt an und war keineswegs nur in Form zu schmieden. Erst durch das sich wiederholende Stapeln und Feuerschweissen mit sich selber, war der Verformungsgrad hoch genug und so das Gefüge nochmals verfeinert.
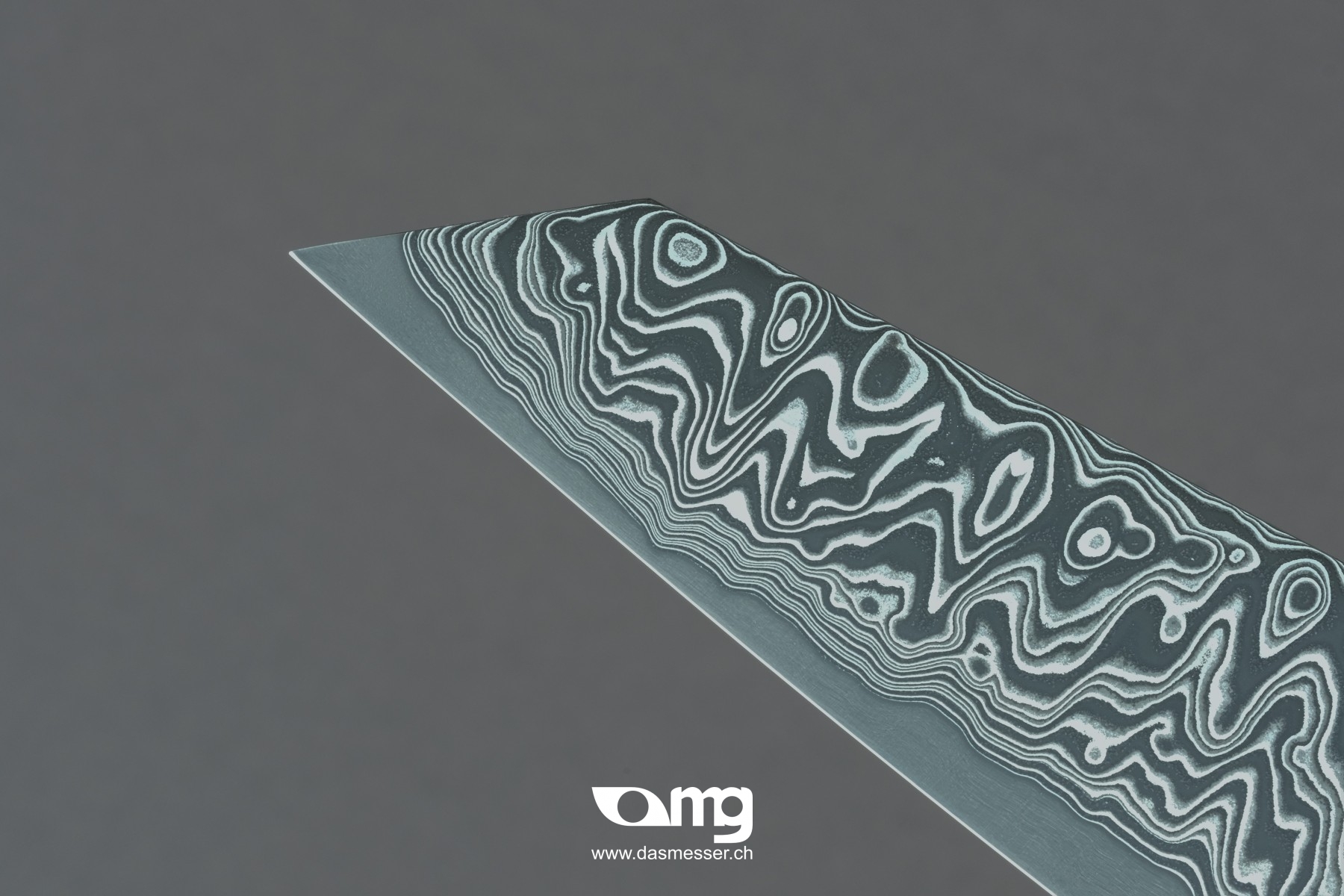
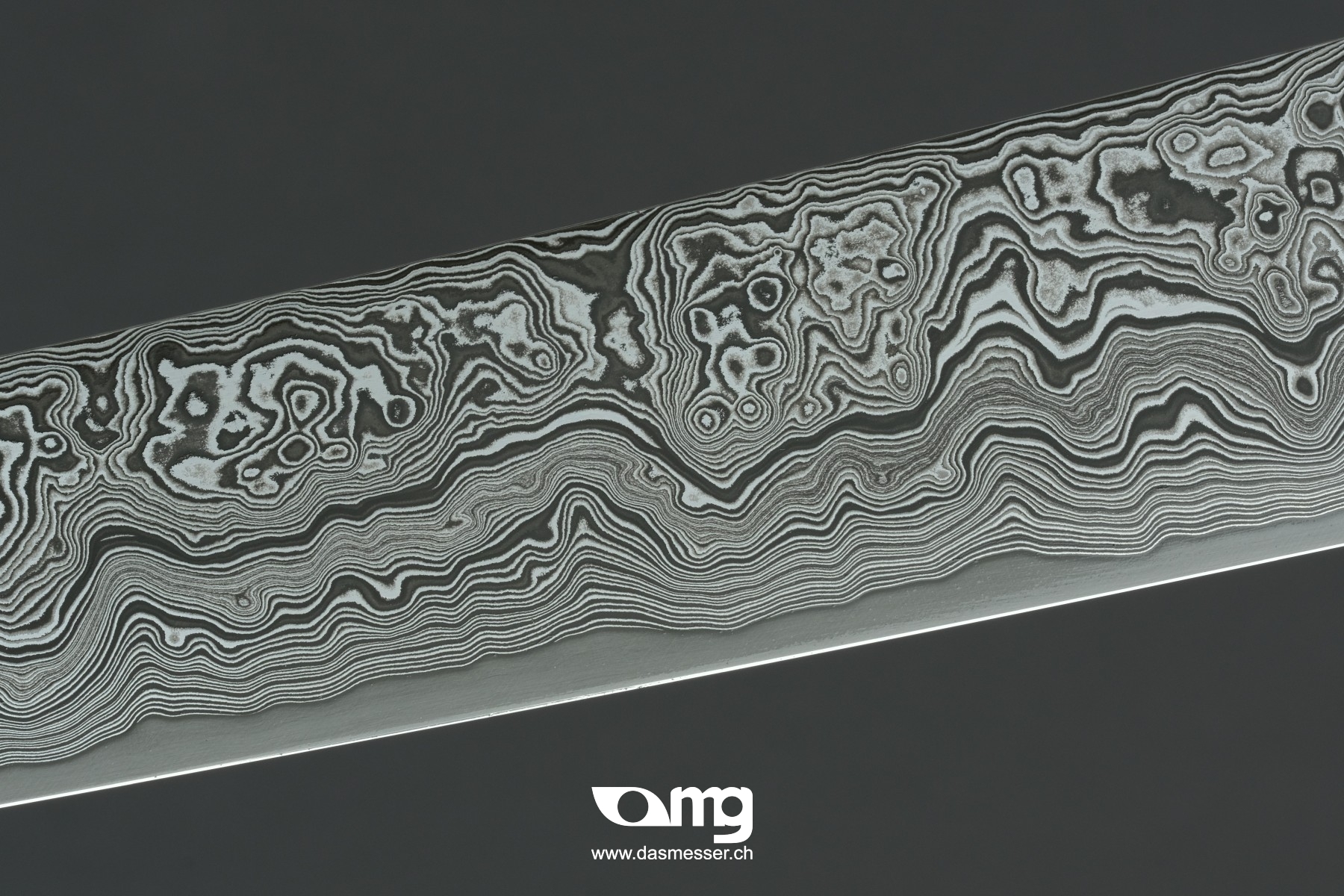
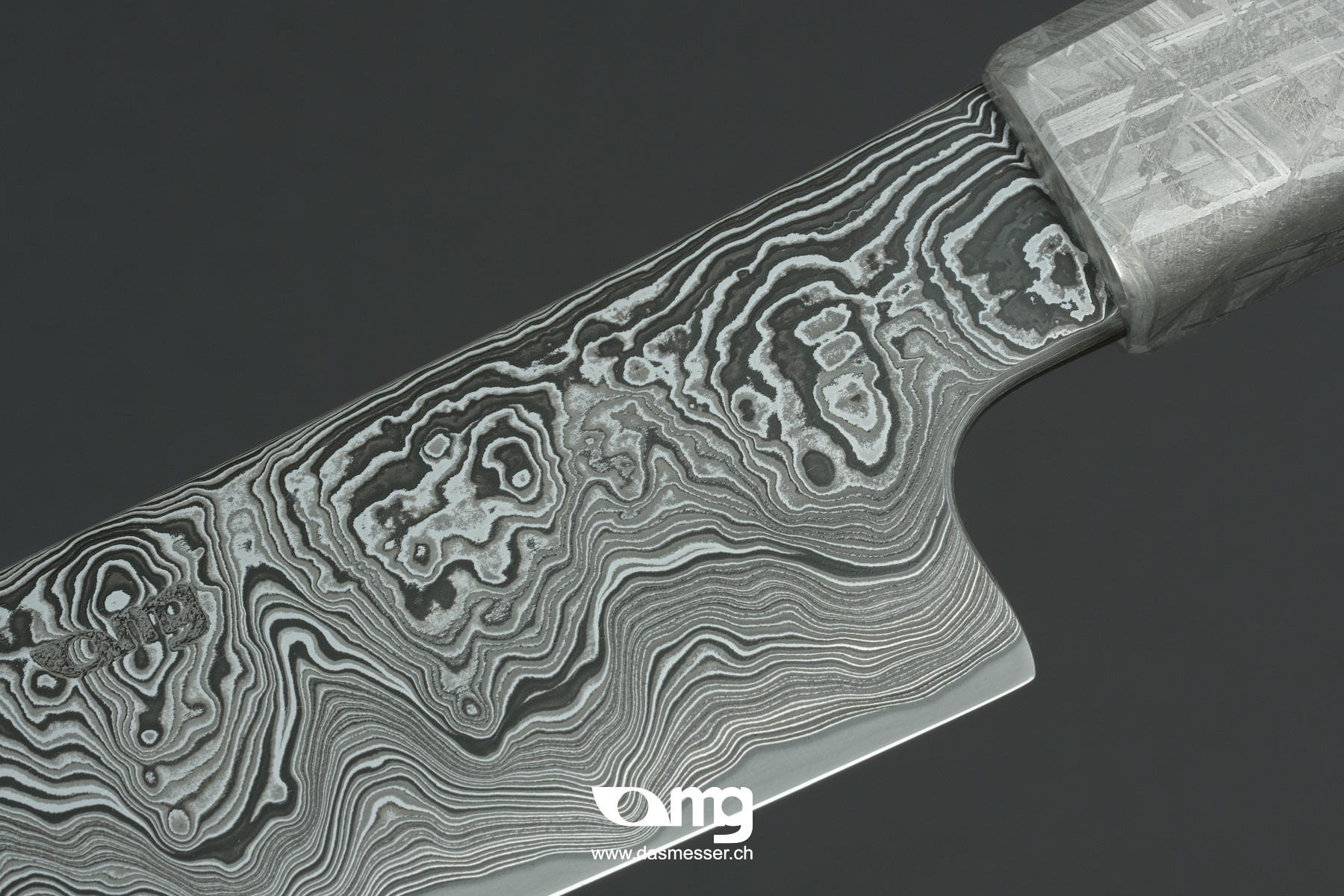
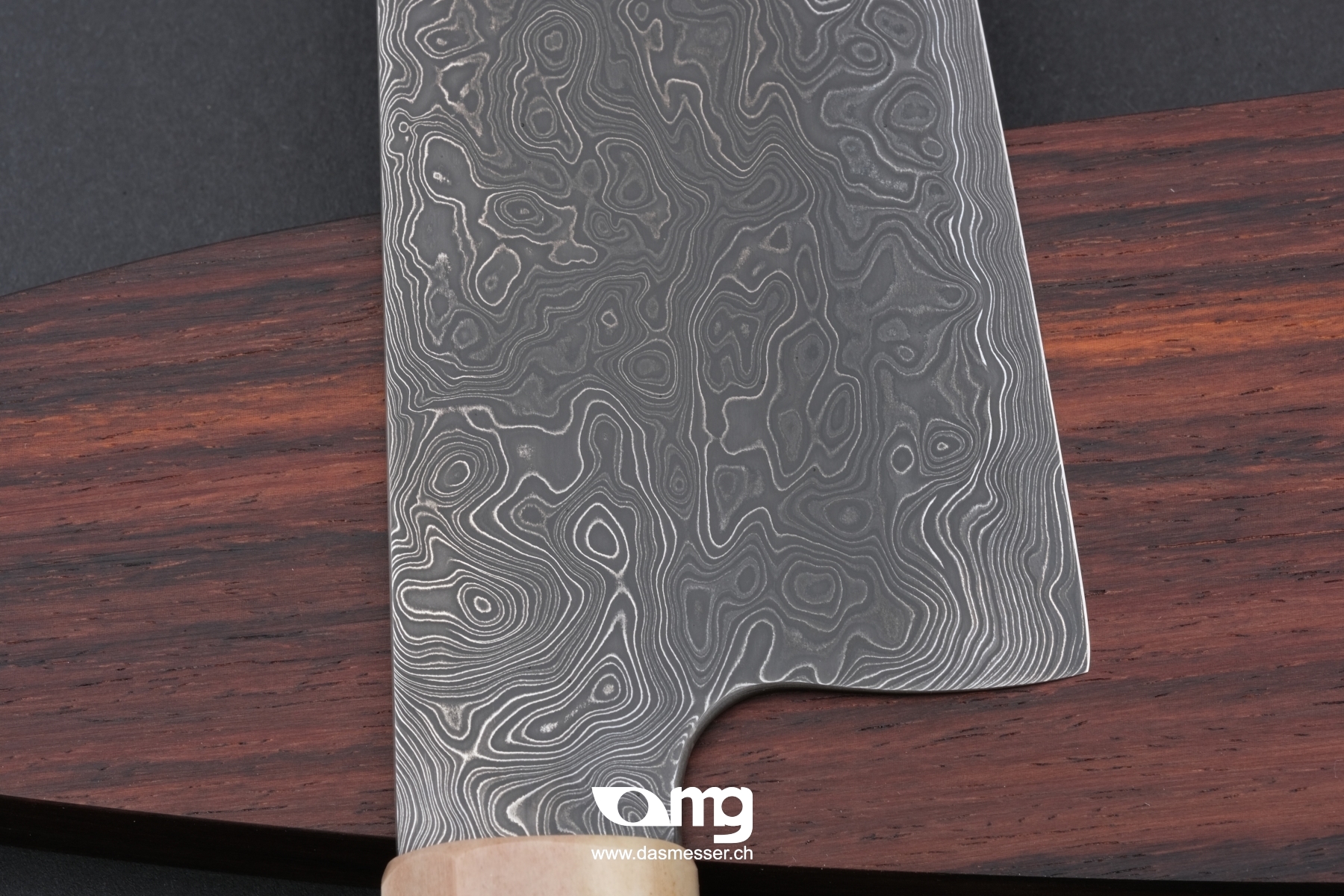
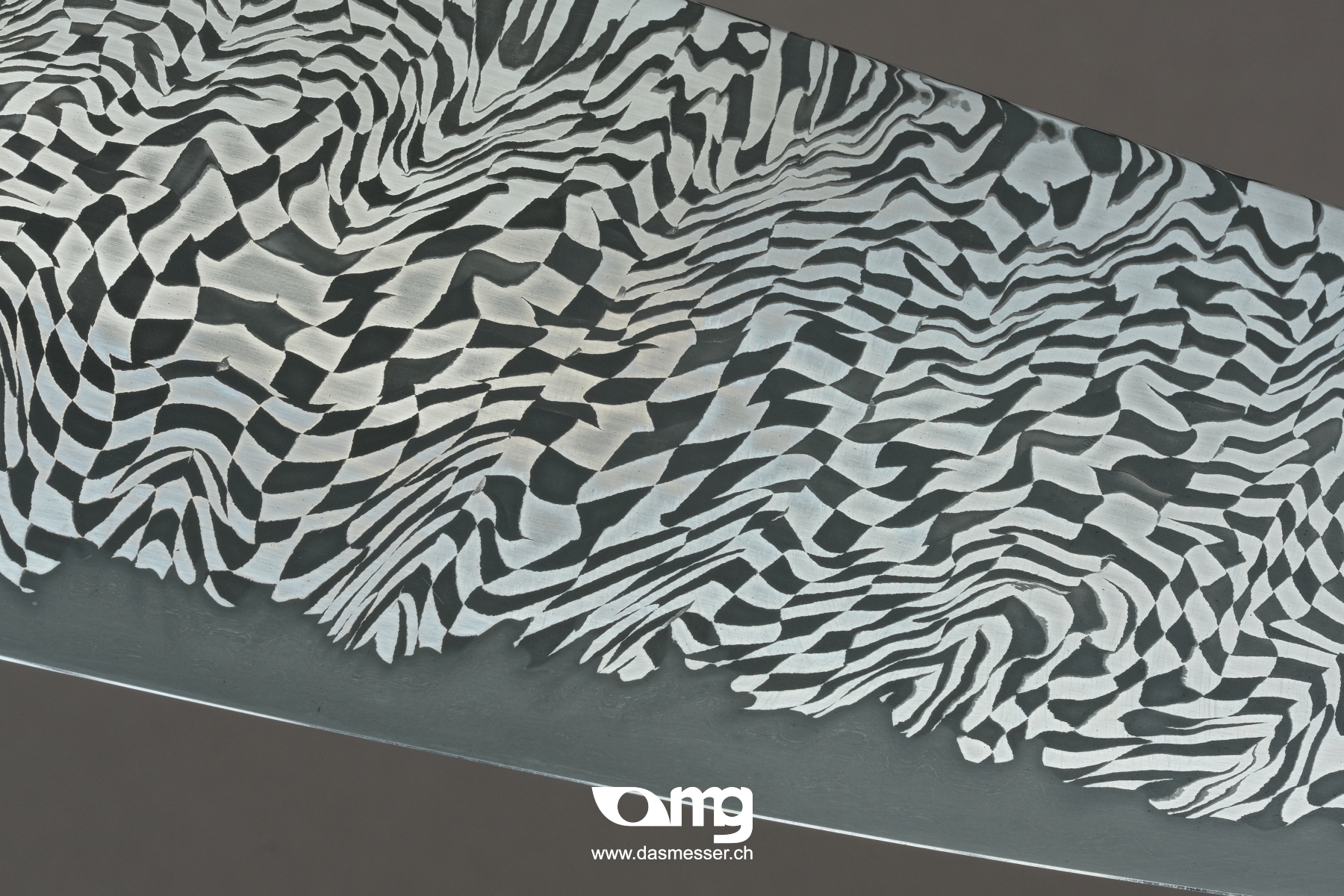
Damast-Schmieden (Zierdamast Aussenlagen)
Der Damast besteht aus drei verschiedenen Stahlsorten. Dieser Verbund aus den genannten drei Stahlsorten, wurde mittels WIG-Schweissverfahren aussenseitig verschlossen um ein Eindringen von Sauerstoff zu verhindern. Bei optimaler Temperaturführung erfolgte die Feuerschweissung der Pakete. Danach wurde erneut Plangeschliffen, gestapelt, geschmiedet und feuergeschweisst, bis schlussendlich eine Lagenzahl von ca. 200 Lagen erzeugt wurde.
Haupt-Schmieden (Thermomechanisches Umformen)
Sobald der GS2-Kern und die Damast-Aussenlagen auf der Topfschleifmaschine (Jg. 1976) plangeschliffen waren, entstand daraus der Sandwichverbund. Dieser Verbund wurde mittels Schweissverfahren aussenseitig verschlossen um ein Eindringen von Sauerstoff zu verhindern. Danach folgte die Formgebung zum Tranchieresser, wobei die Vorzüge einer kontrollierten thermomechanischen Umformung ausgenutzt wurden. Dieser sehr zentrale Schmiedeprozess ist die Basis für homogenstes und feinstes Gefüge.
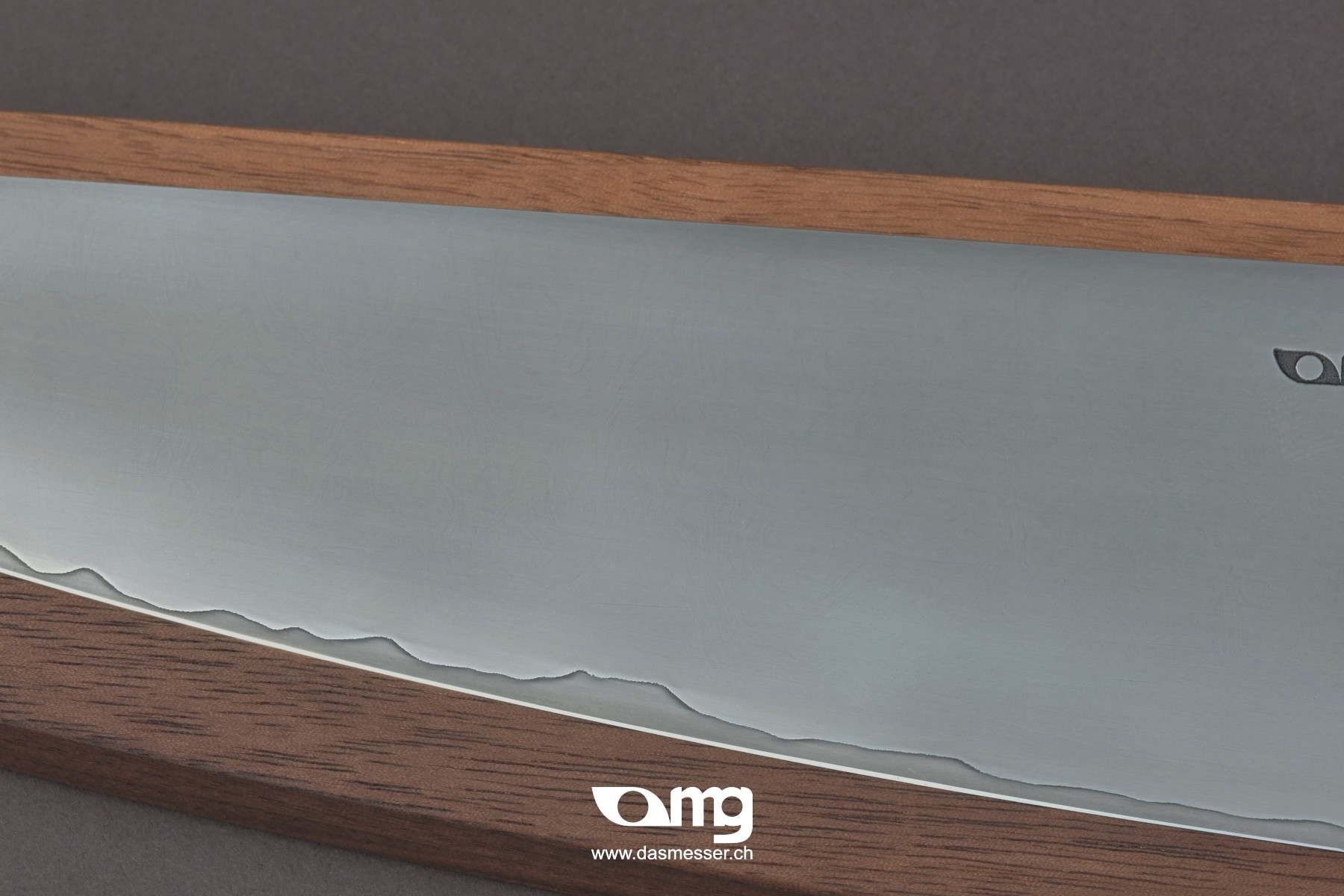
Wärmebehandlung und Härteprüfung
Nach diesem aufwändigen Schmiedeprozess, wurde dieses Messer grobgeschliffen und wärmebehandelt. Als Teil der Wärmebehandlung bezeichnet man auch die Härtung und das darauf-folgende Anlassen des Stahles. Dieser wichtige Prozess sorgt für die schlussendliche Widerstandsfähigkeit gegen Verschleisserscheinungen, im Besonderen dieser an der Schneide. Die hohe Härte der Schneidlage liegt durchschnittlich bei 66 HRC und wurde durch die UCI (Ultrasonic contact impedance) Härteprüfung an 25 Messpunkten ermittelt. Diese Härteprüfung wurde mittels des sehr genauen UCI-Härteprüfgerätes, dem Sonodur 3 ausgeführt.
Schärfen
Die exzellent hohe Schärfe wird mit Hilfe einer winkelgeführten Präzisionseinrichtung und Diamond Lapping Film DLF, bis zu einer Körnung von 0.1 Mikrometer ausgeführt. (0.1my = ca. 120’000er Körnung) Selbstverständlich geschieht dieser wichtige Vorgang ausschließlich wassergekühlt und somit bei Raumtemperatur.
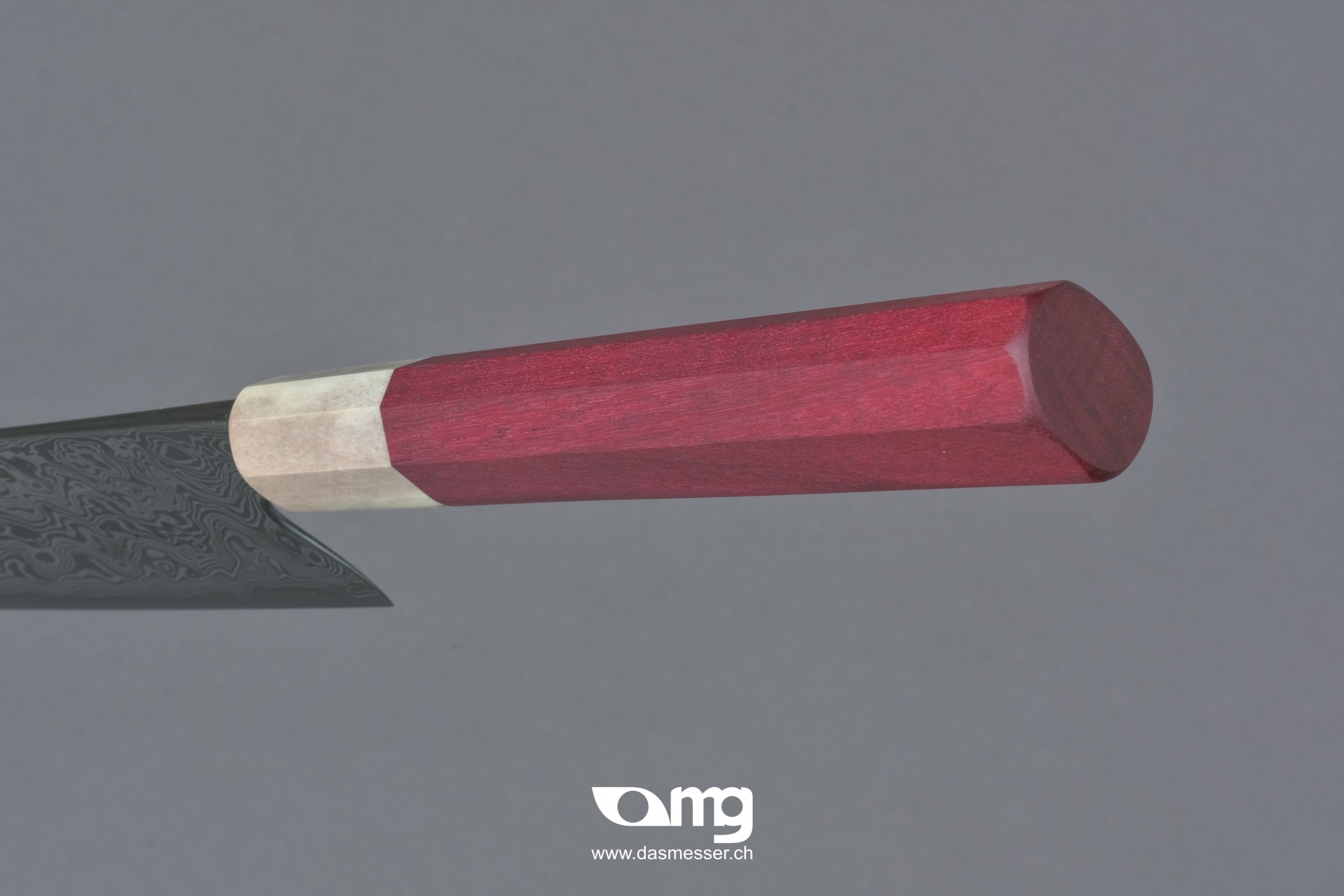
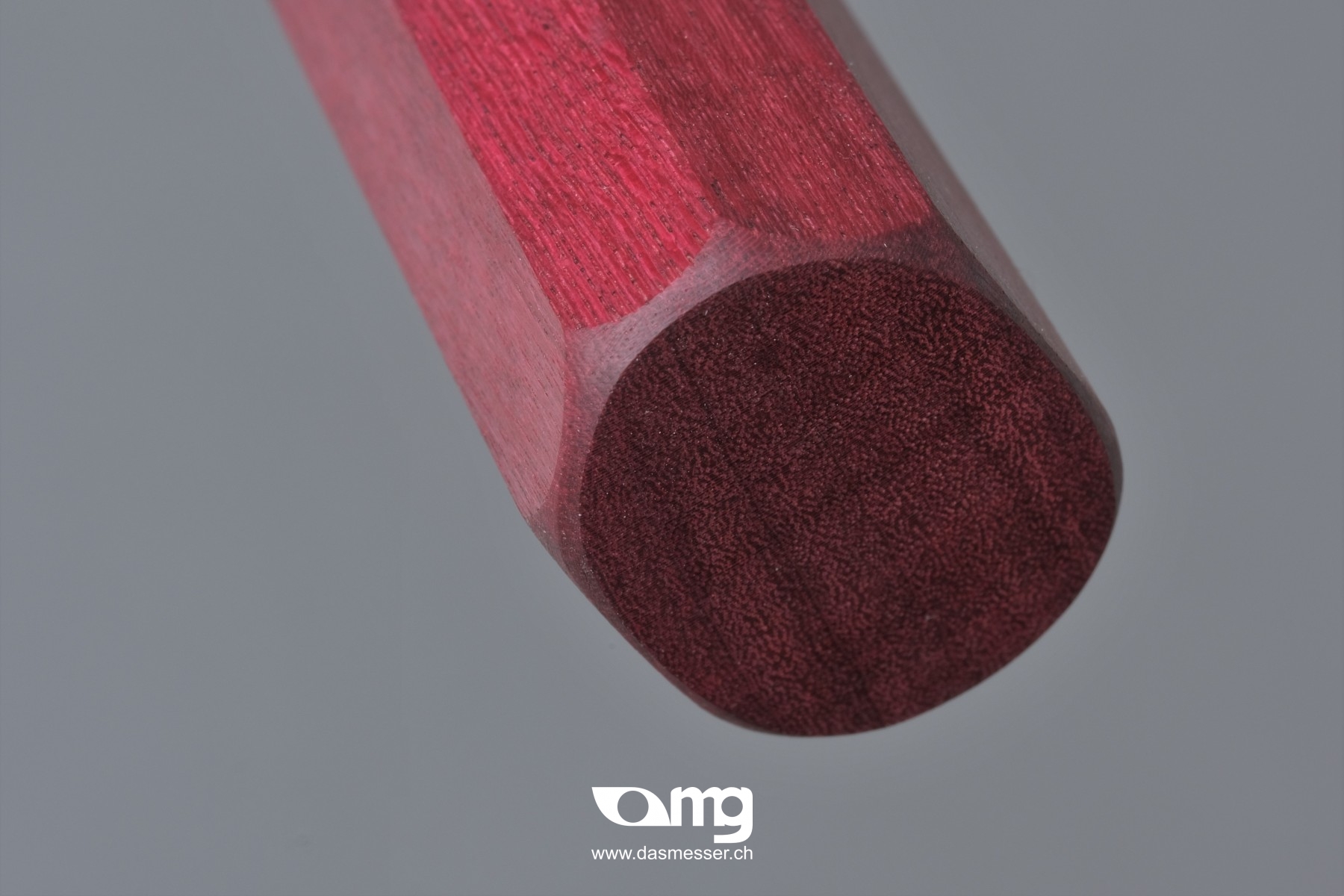
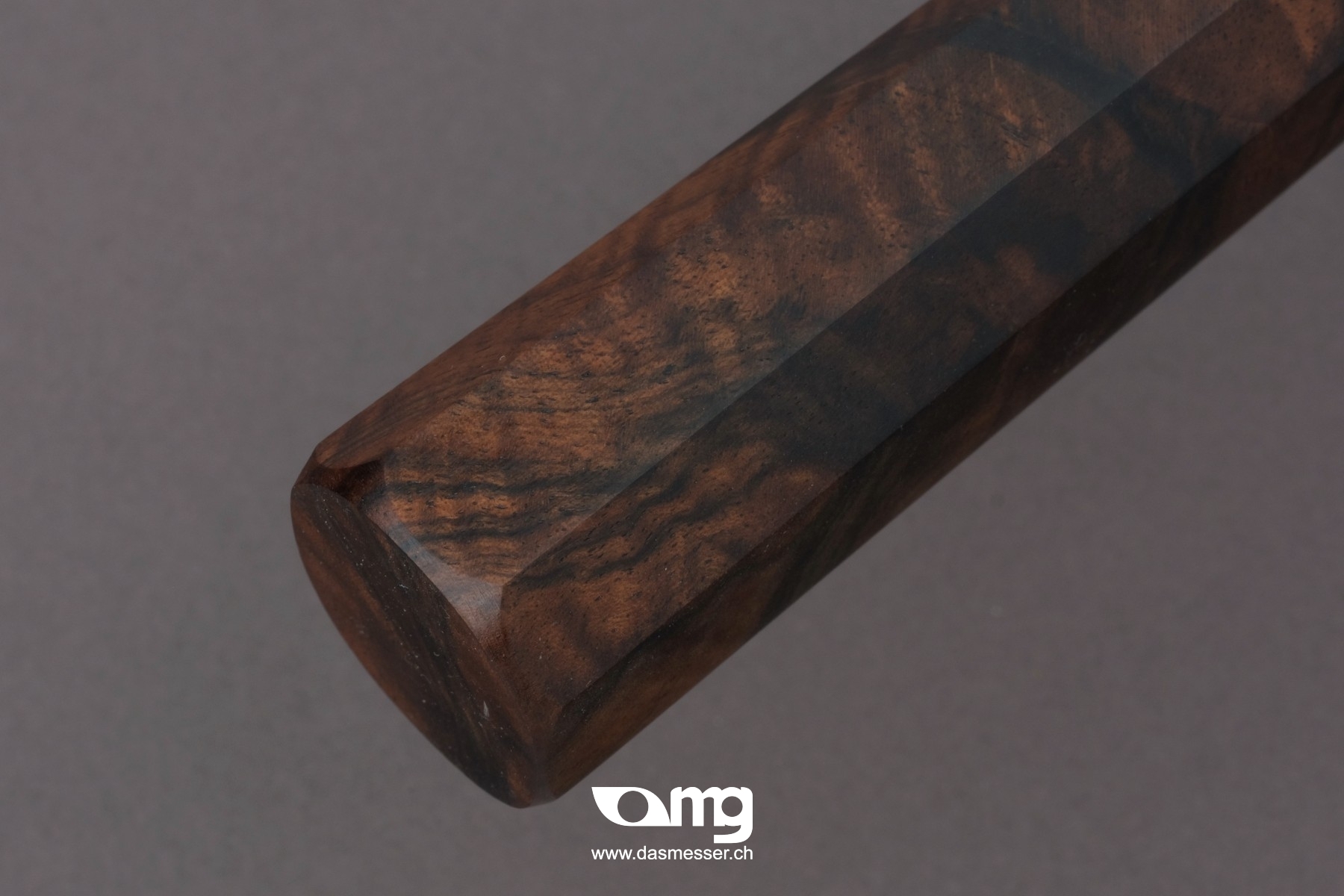
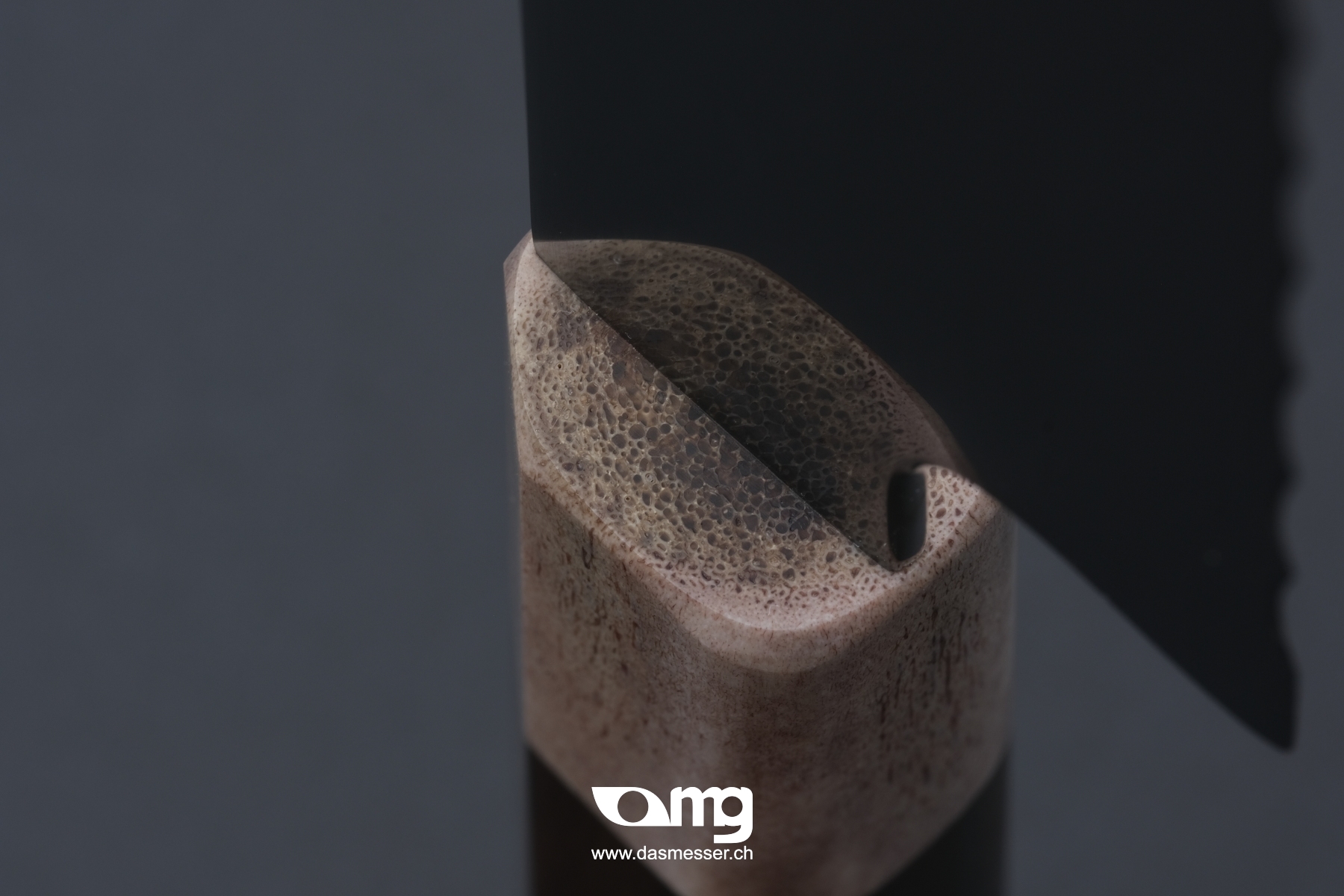
Monturen
Der oben kantige und unten runde Griff, läuft zur Klinge hin konisch zu. Er besteht aus stabilisiertem Rentierhorn und Thuja-Maserholz. Der gefräste und gedrehte Sicherungsstift besteht aus Chromstahl, er sorgt für spielfreien Klingensitz in der mit Leder gefütterten Scheide aus Thuja-Maserholz.
Empfehlungen
- Die Schneide hat eine filigrane Geometrie, daher ist das Messer nicht geeignet für Knochen und gefrorene Lebensmittel.
- Um Schnittgut auf die Seite zu schieben, bitte den Rücken verwenden und nicht mit der Schneide schaben. Beim Schaben leidet die Schärfe unnötig stark, da sich die Schneide umlegt!
- Die Klinge ist nicht rostfrei, daher unmittelbar nach Gebrauch mit warmem Wasser und evtl. wenig Seife reinigen, danach sofort abtrocknen.
- Nicht in der Spülmaschine waschen.
- Für die Reinigung keinen kratzenden Schwamm verwenden.
- Die Helligkeit der Klinge kann sich verändern (Patinabildung). Die Verfärbung der Klinge kann mit Keramikherdreiniger und einem Lappen vorsichtig entfernt werden. Danach gut abspülen und sofort trocknen!
- Jede Klinge verliert bei Gebrauch ihre Schärfe. Dessen Wiederherstellung soll direkt über mich geschehen, das Abziehen auf einem Wetzstahl wird nicht empfohlen.
Technische Daten Gemüsemesser
| Kernlage: | Guldimann-Stahl 2 |
| Damast: | 1.2842 / 1.5634 / 1.1221 |
| Schneidenhärte (UCI Prüfung): | 66 HRC +/- 1HRC |
| Griff: | Rentierhorn / Thuja Maserholz |
| Gesamtlänge (mit Griff): | 375 mm |
| Länge der Klinge: | 229 mm |
| Höhe der Klinge: | 58 mm |
| Dicke der Klinge beim Griff / Mitte der Klinge: | 4.5 mm / 1.9 mm |
| Gewicht des Messers: | 194 g |
Technische Daten Rüstmesser
| Kernlage: | Guldimann-Stahl 2 |
| Damast: | 1.2842 / 1.5634 / 1.1221 |
| Schneidenhärte (UCI Prüfung): | 66 HRC +/- 1HRC |
| Griff: | Rentierhorn / Thuja Maserholz |
| Gesamtlänge (mit Griff): | 224 mm |
| Länge der Klinge: | 102 mm |
| Höhe der Klinge: | 26.5 mm |
| Dicke der Klinge beim Griff / Mitte der Klinge: | 2.3 mm / 1.8 mm |
| Gewicht des Messers: | 59 g |