









Damast-Schmiedeprozess
Die Klinge besteht aus einem Hochleistungs-Damast, geschmiedet aus verschleißbeständigem ApexUltra und nickelhaltigem Werkzeugstahl 75Ni8. Um eine einwandfreie Schweißverbindung sicherzustellen, wurden gleich große Stücke abgelängt und präzise plangeschliffen. Der erste Paketverbund bestand aus 12, dann der zweite aus 60 und schlussendlich der dritte aus 180 Lagen. Vor jedem erneuten Stapeln wurde das Material auf die erforderliche Länge, Breite und Dicke ausgeschmiedet. Ganz am Ende wurde dieser Mosaikdamastbarren in rhomboide Stücke mittels Drahterodierung präzise zerteilt. Diese werden um 90 Grad gedreht und anschliesssend erneut miteinader zu einem Barren im Feuer verschweisst. Erst danach war das Ausgangsmaterial bereit, um zur Klinge geschmiedet zu werden.
Schmieden der Klinge
Aus einem Stück des Volldamast-Barrens habe ich die Klinge schrittweise zu einem Klingenrohling umgeformt. Hierbei achtete ich auf eine nicht zu hohe Starttemperatur um jedoch trotzdem möglichst viele Karbide in Lösung zu bringen. Die Endtemperaturen wählte ich so, dass keine Risse entstehen konnten, jedoch die Temperatur knapp unter AC1 lag. So konnten dadurch ganz viele sehr feine Karbide und sehr kleine Austenitkörner hinterlassen werden. Dieser zentrale Schmiedeprozess stellt eine weitere Teil-Basis für eine Leistungsfähige Schneide dar.
Wärmebehandlung und Härteprüfung
Nach dem Schmiedeprozess wurde das Messer grobgeschliffen und wärmebehandelt, einschließlich Härten und Anlassen des Stahls. Dieser Prozess sorgt für eine außergewöhnliche Verschleißfestigkeit. Der Volldamast erreicht eine durchschnittliche Härte von 64 HRC, die durch zahlreiche Messungen mit dem UCI-Härteprüfgerät Sonodur 3 exakt bestimmt wurde.
Schärfen
Die extreme Schärfe wurde mit der präzisen Schleifvorrichtung NOWI PRO von Katocut erreicht. Dabei kamen sowohl synthetische als auch japanische Natur-Wasserschleifsteine zum Einsatz. Der Schärfwinkel wurde auf 16.5 Grad pro Seite festgelegt, um optimale Schneideigenschaften zu gewährleisten.
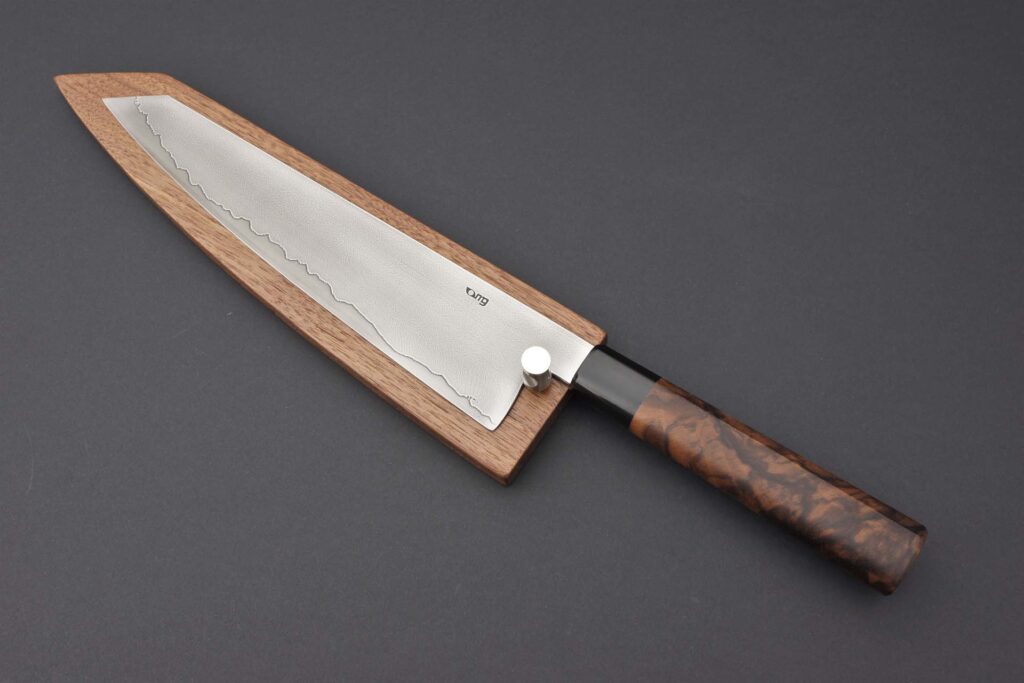
Griff und Monturen
Der oben kantige und unten runde Griff dieses Volldamast-Kochmessers hat die wichtige Aufgabe maximale Kontrolle zu ermöglichen und dies ohne die Bewegungsfreiheit einzuschränken. Der vordere Griffbereich, auch Zwinge genannt, besteht aus hoch verdichtetem Schweizer Nussbaumholz (Bijouwood). Dieses besondere Holz wird durch die Firma Swiss Wood Solutions hergestellt und ist dank des Verdichtens extrem hart und weitgehend Feuchtigkeitsbeständig. Der hintere Teil des Griffs besteht aus Australischem Ringed Gidgee. Zwischen diesen beiden besonderen Holzsorten befindet sich ein Zwischenstück aus fossilem Mammutelfenbein. Die Scheide besteht aus selbigem Australischem Ringed Gidgee und ist derart präzise gefertigt, dass die Klinge darin spielfrei sitzt. Der dafür nötige Sicherungsstift besteht aus Giraffenschienbeinknochen.
Technische Daten
| Volldamast |
ApexUltra 75Ni8 |
| Schneidenhärte | 64HRC (Tol. +/- 1HRC) |
| Griffmaterial |
Nussbaum Bijouwood SWS. Mammutelfenbein und Ringed Gidgee |
| Sicherungsstift | Giraffenschienbeinknochen |
| Gesamtlänge (mit Griff): | 392 mm |
| Länge der Klinge: | 240 mm (Scharf) |
| Höhe der Klinge: | 56.6 mm |
| Dicke der Klinge beim Griff / Mitte der Klinge: | 5.3 mm / 1.9 mm |
| Gewicht des Messers: | 226g |