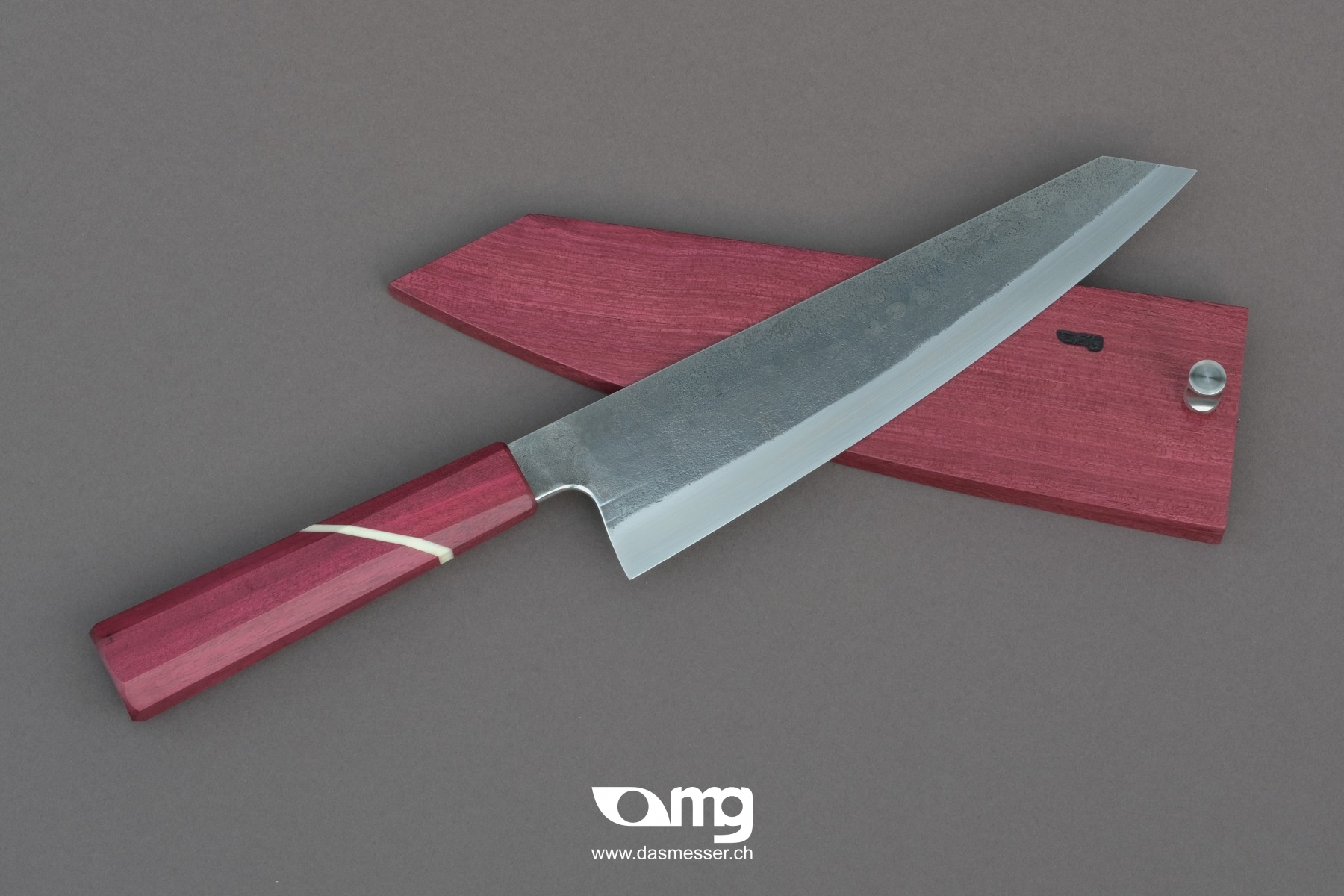
Maussane





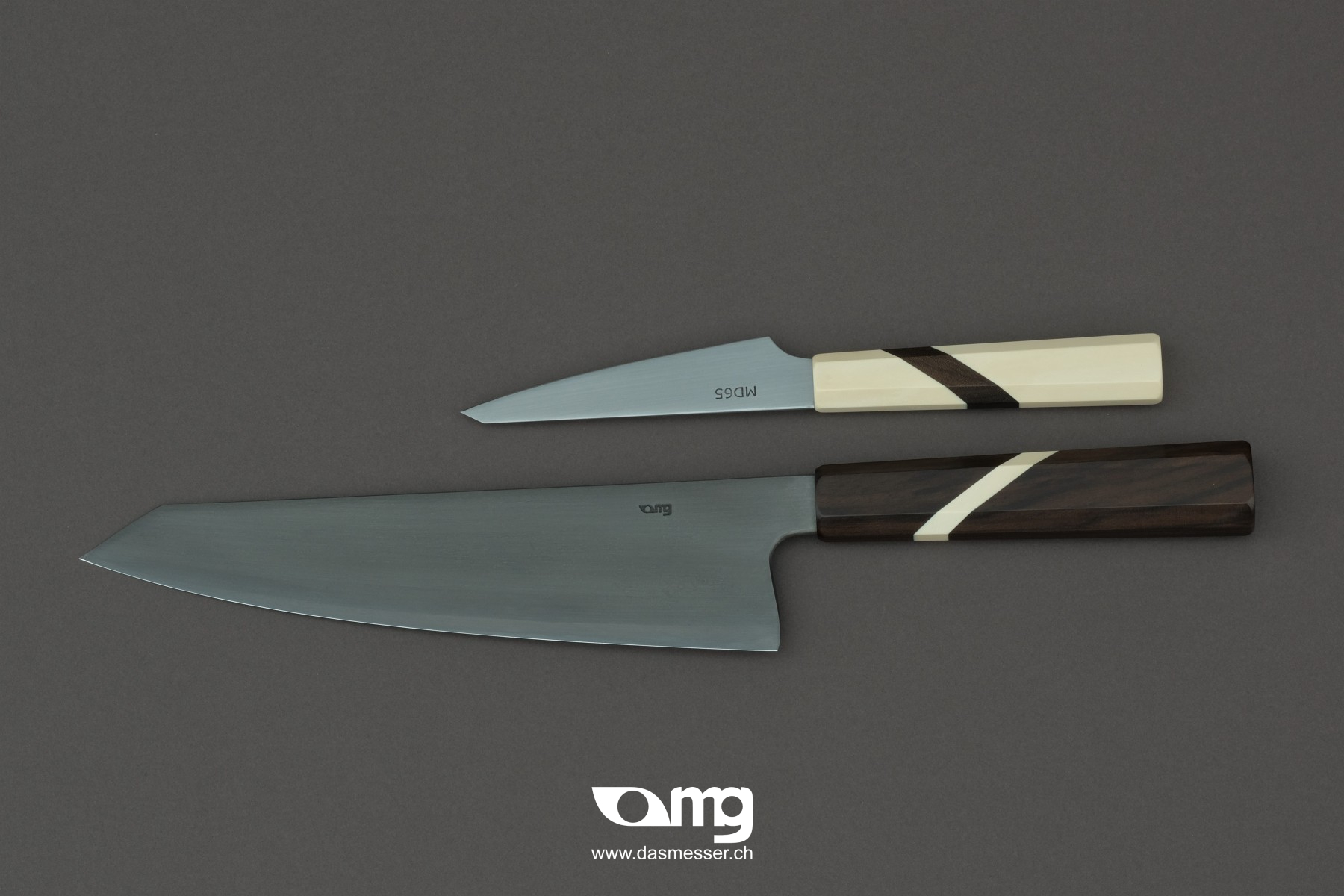
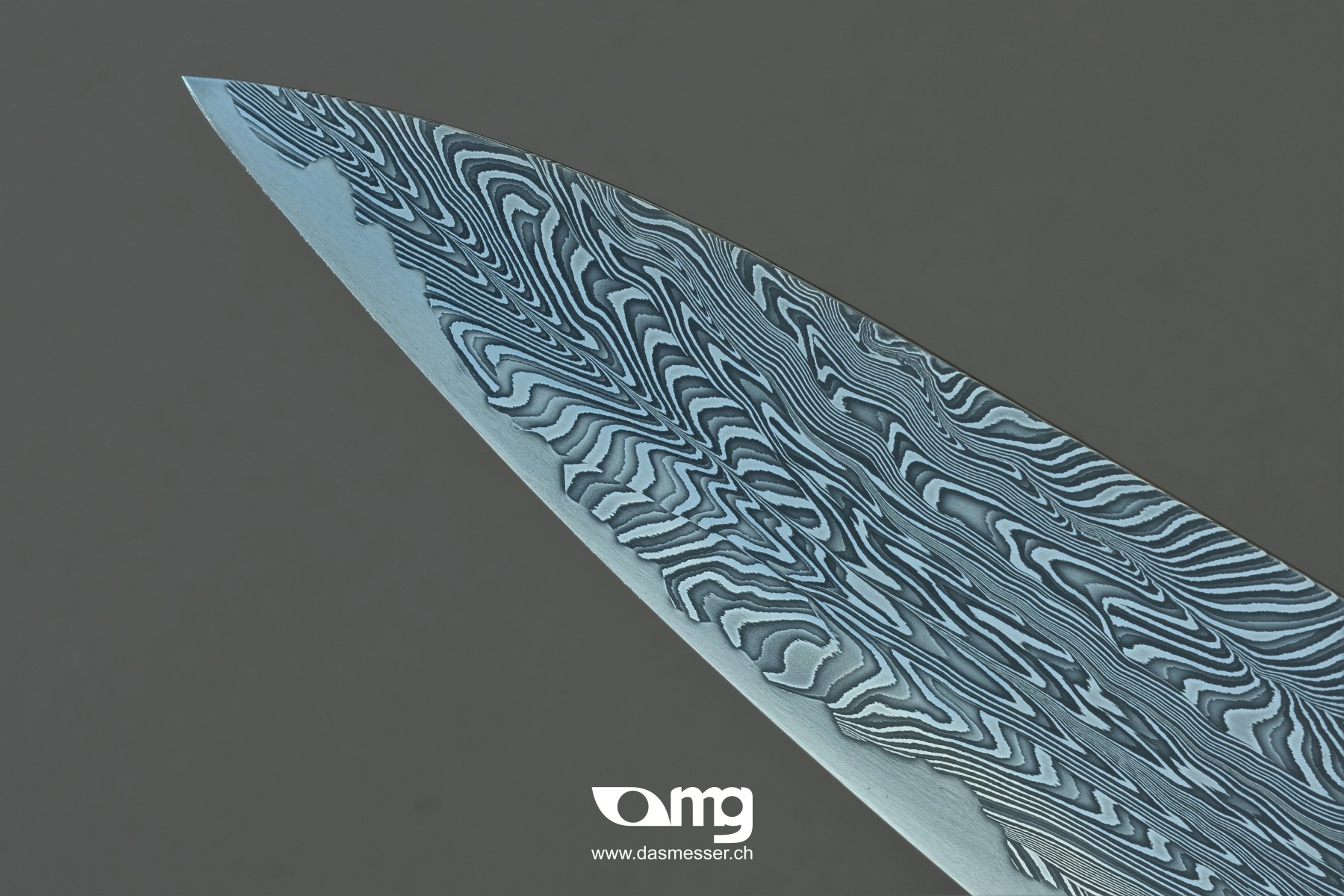
Die Klinge des Maussane erinnert an ein Gemüsemesser Bunka und besteht aus einem Hochleistungsdamast mit über 350 Lagen. Für diesen Damast wurde der verschleissbeständige Guldimann-Stahl-GS2 mit Kugellagerstahl (1.3505), Wolframstahl (1.2562) und dem Nickelstahl (75Ni8) kombiniert
Damast-Schmieden (Thermomechanisches Umformen)
Begonnen wurde mit einem 17-lagigen Stapel, welcher stets mit sich selber vervielfacht wurde um schlussendlich folgende Lagenzahlen zu erreichen:
17/ 51/ 357
Vor jeder Vervielfältigung der Lagenzahl musste jedes Stück Stahl nach dem jeweiligen ausschmieden auf der Topfschleifmaschine (Jg. 1976) plangeschliffen werden. Dieser Paket-Verbund wurde mittels Schweissverfahren aussenseitig verschlossen um ein Eindringen von Sauerstoff zu verhindern.
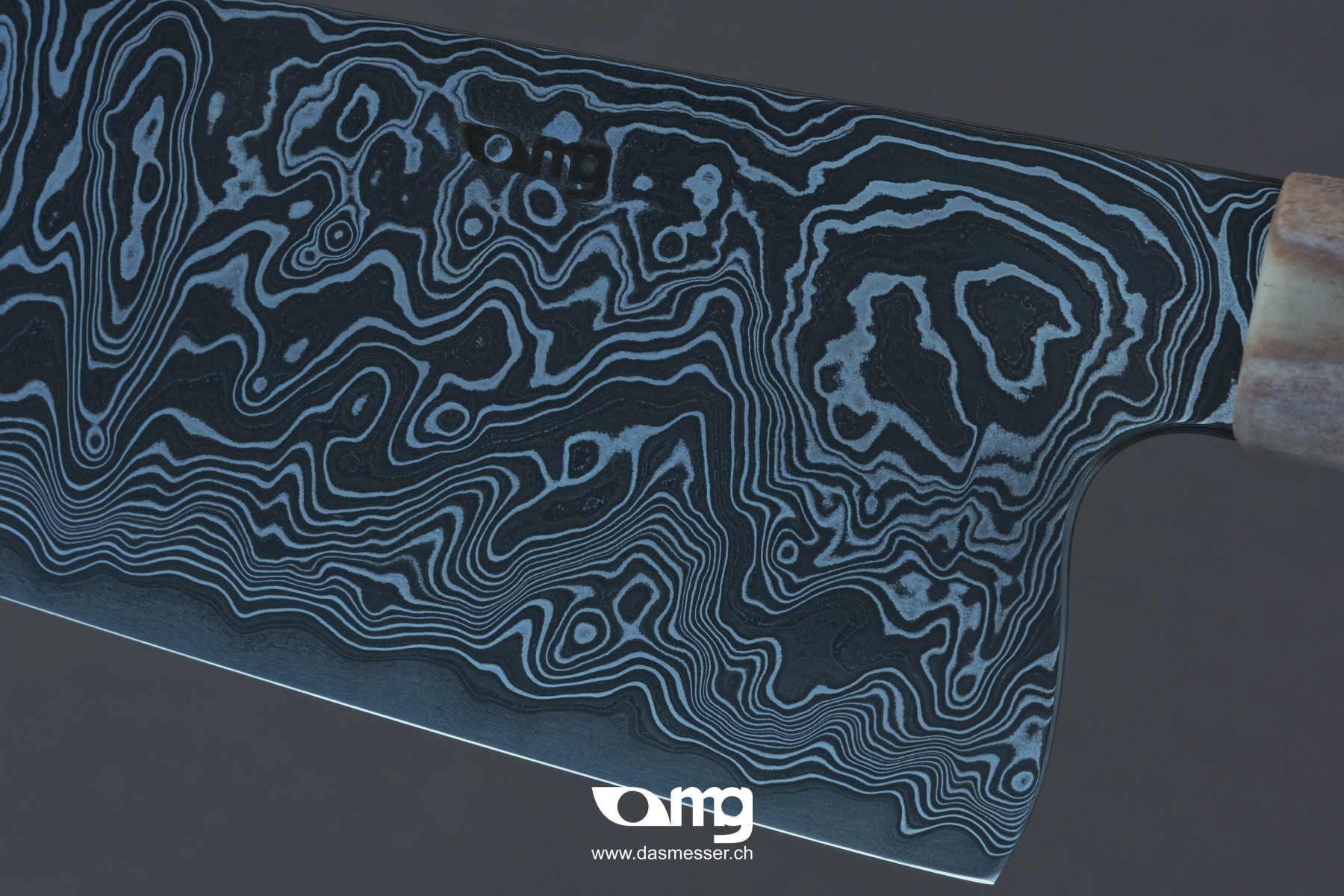
Damast-Schmieden (Zierdamast Aussenlagen)
Die für den Explosions-Damast verwendeten Stähle, sorgen mittels Zähigkeit für erhöhte Durchbruchsicherheit der Klinge. Dabei wurden die drei verschiedenen Werkzeugstähle miteinander so kombiniert und angeordnet, bis ein flammenähnliches Explosionsmuster in Erscheinung trat. Diese Art des Damastes gehört zu der Gruppe der Mosaikdamaste, welche allesamt überaus viel Verarbeitungszeit und handwerkliches Geschick benötigen.
Haupt-Schmieden (Thermomechanisches Umformen)
Danach folgte die Formgebung zum Messer, wobei die Vorzüge einer kontrollierten thermomechanischen Umformung ausgenutzt wurden. Dieser sehr zentrale Schmiedeprozess ist die Basis für homogenstes und feinstes Gefüge.
Wärmebehandlung und Härteprüfung
Nach diesem aufwändigen Schmiedeprozess, wurde dieses Bumka grobgeschliffen und wärmebehandelt. Als Teil der Wärmebehandlung bezeichnet man auch die Härtung und das darauf-folgende Anlassen des Stahles. Dieser wichtige Prozess sorgt für die schlussendliche Widerstandsfähigkeit gegen Verschleisserscheinungen, im Besonderen dieser an der Schneide. Die hohe Härte der Schneidlage liegt durchschnittlich bei 66 HRC und wurde durch die UCI (Ultrasonic contact impedance) Härteprüfung an 25 Messpunkten ermittelt. Diese Härteprüfung wurde mittels des sehr genauen UCI-Härteprüfgerätes, dem Sonodur 3 ausgeführt.
Schärfen
Die exzellent hohe Schärfe wird mit Hilfe des NOWI PRO, einer winkelgeführten Präzisionseinrichtung, gefertigt von Katocut, und diversen synthetischen Wassersteinen sowie Natursteine erreicht. Selbstverständlich geschieht dieser wichtige Vorgang ausschließlich wassergekühlt und somit bei Raumtemperatur.
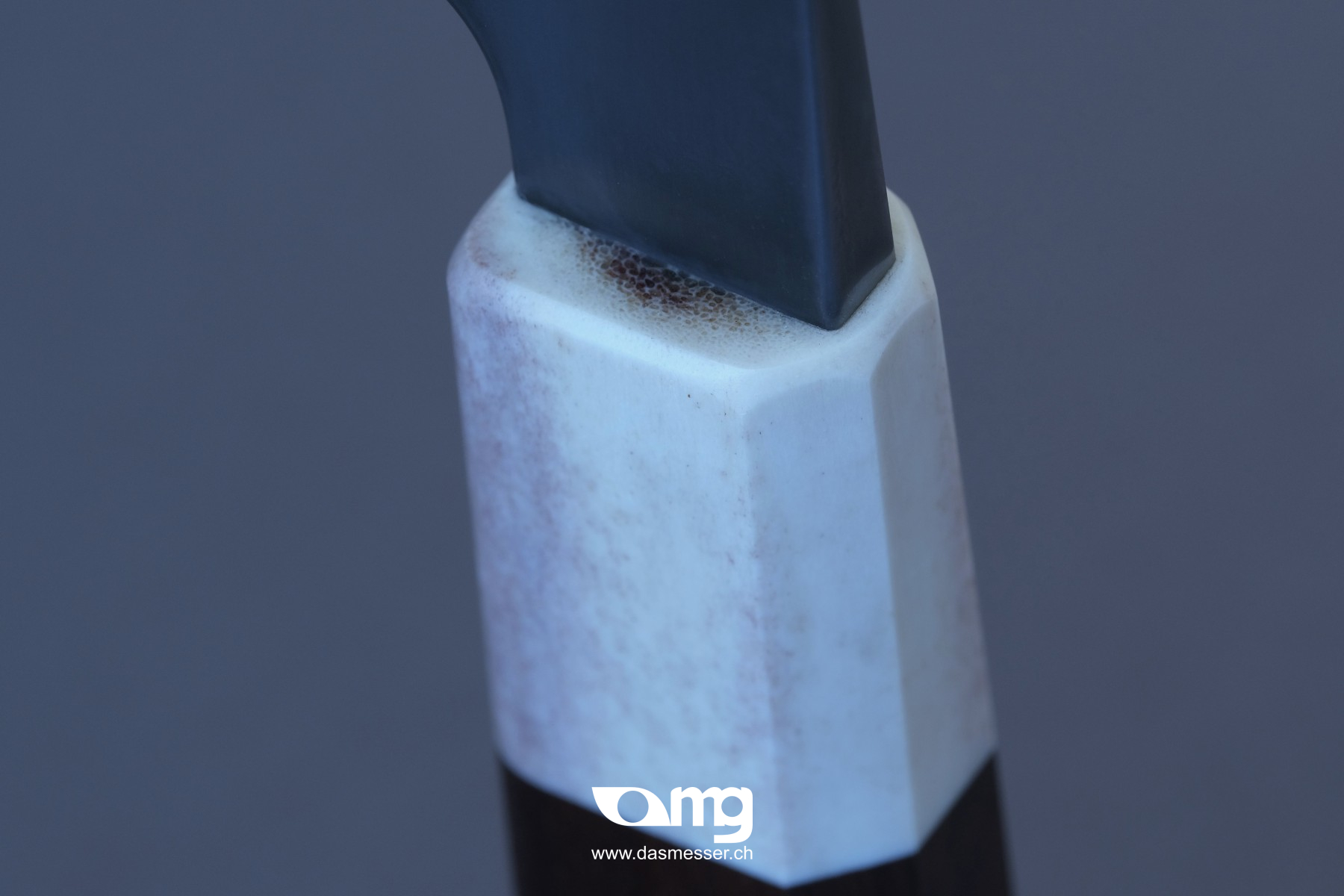
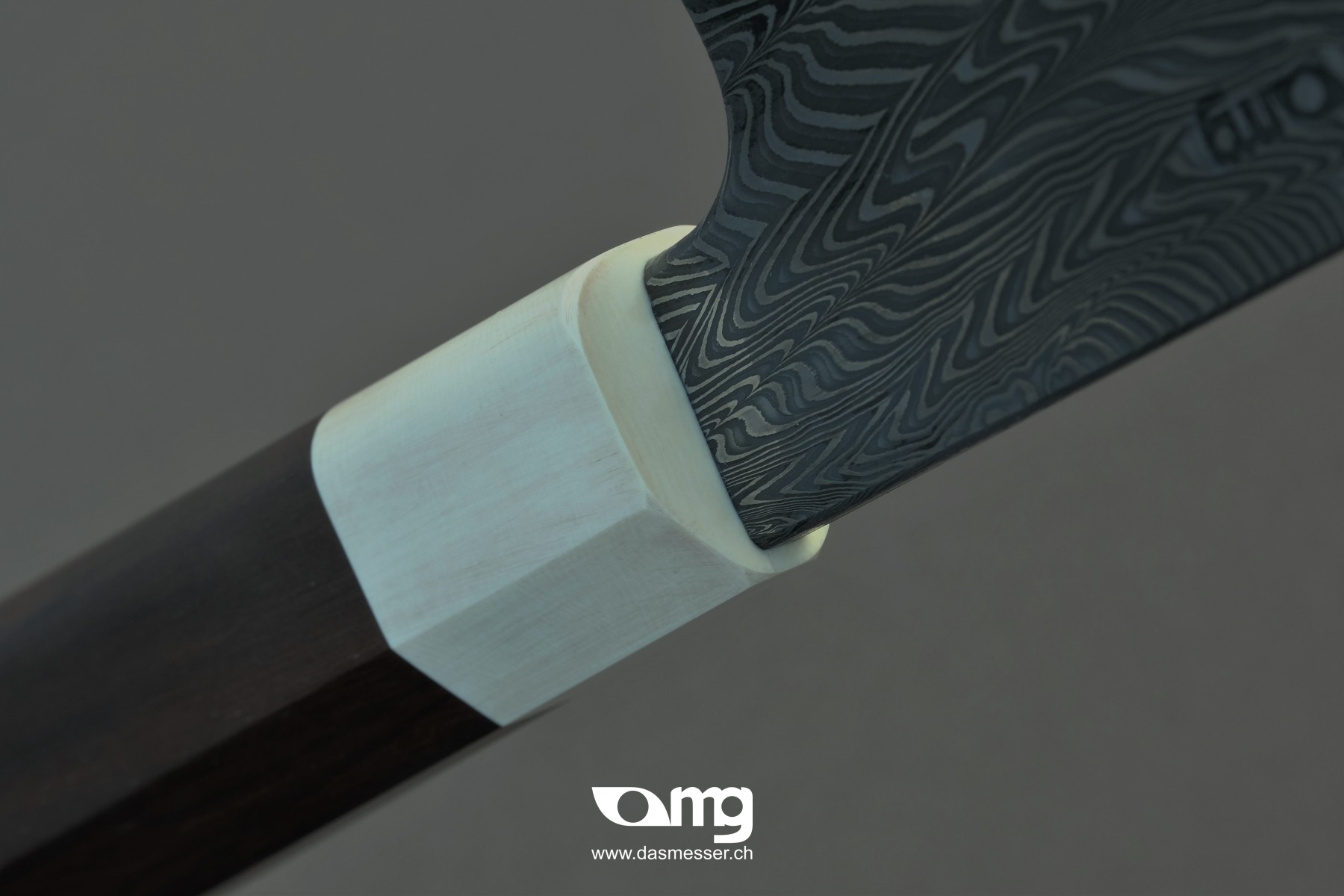
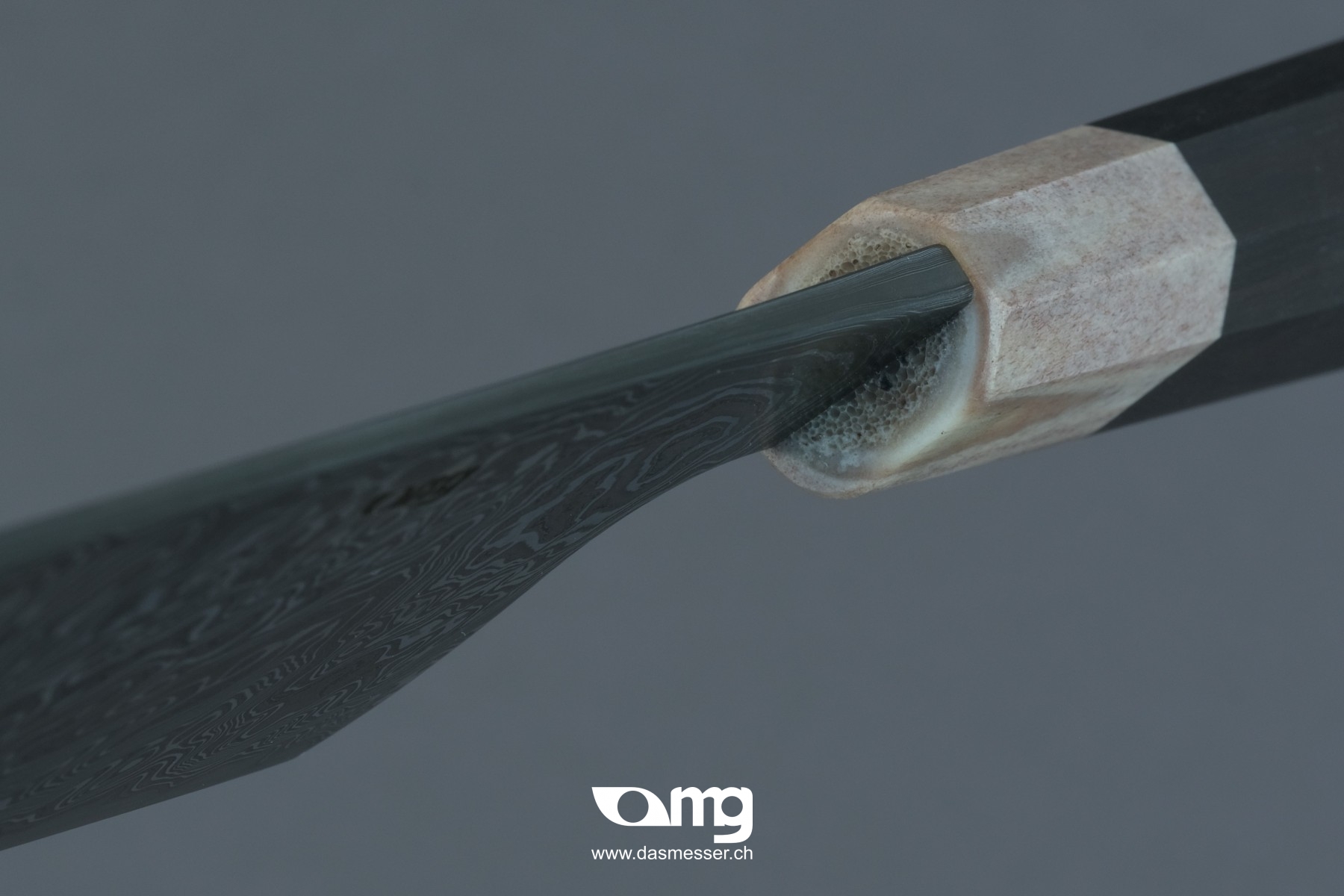
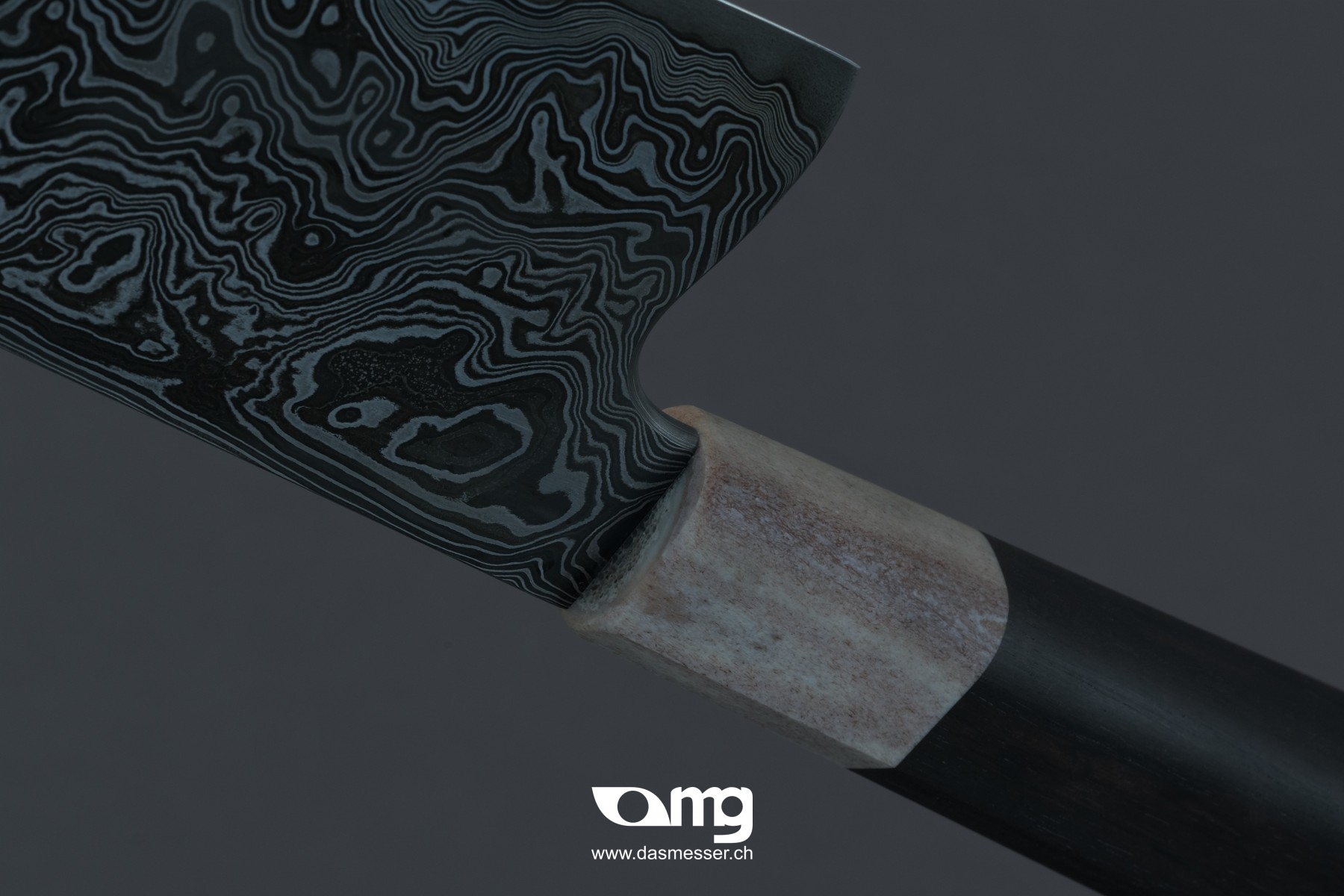
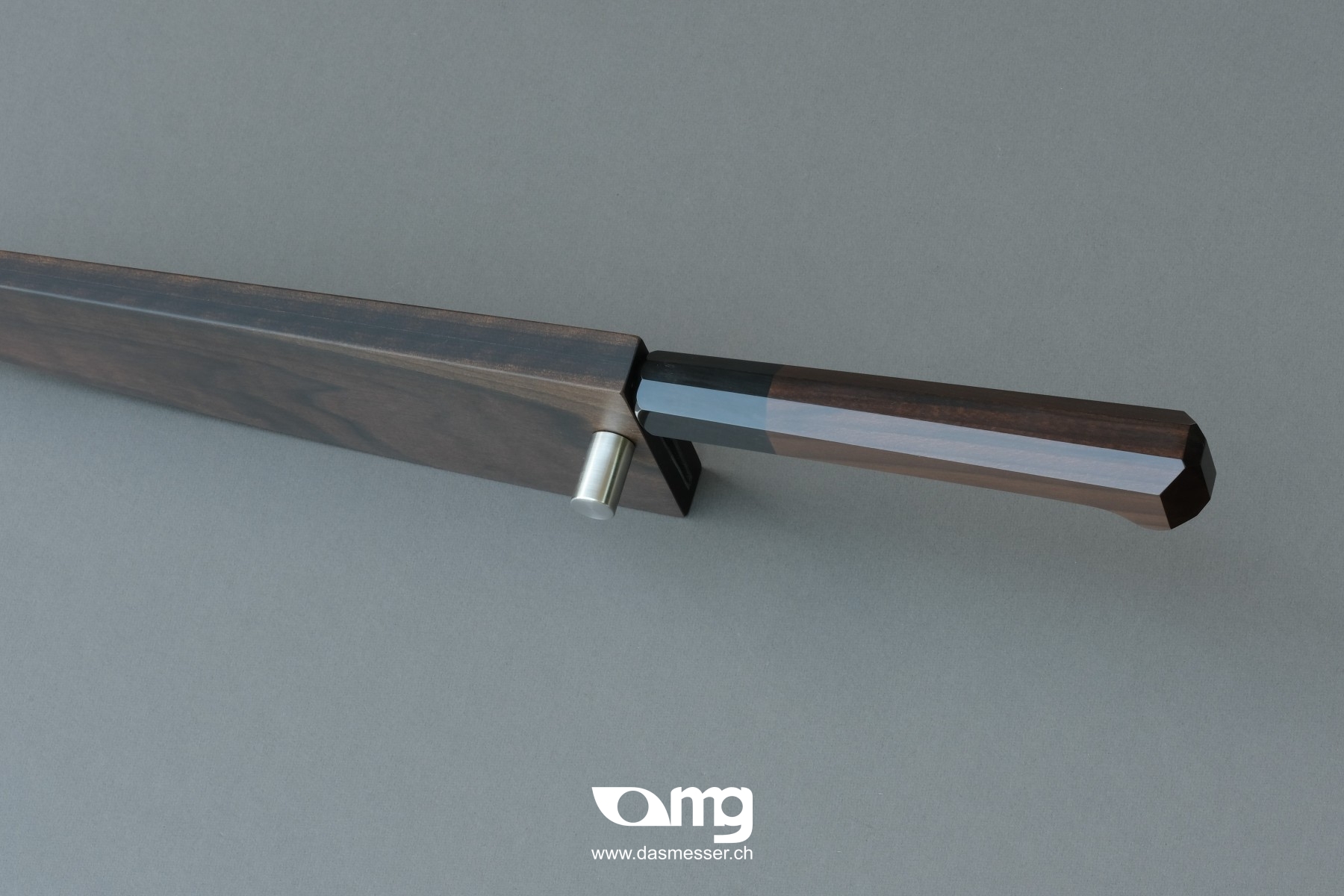
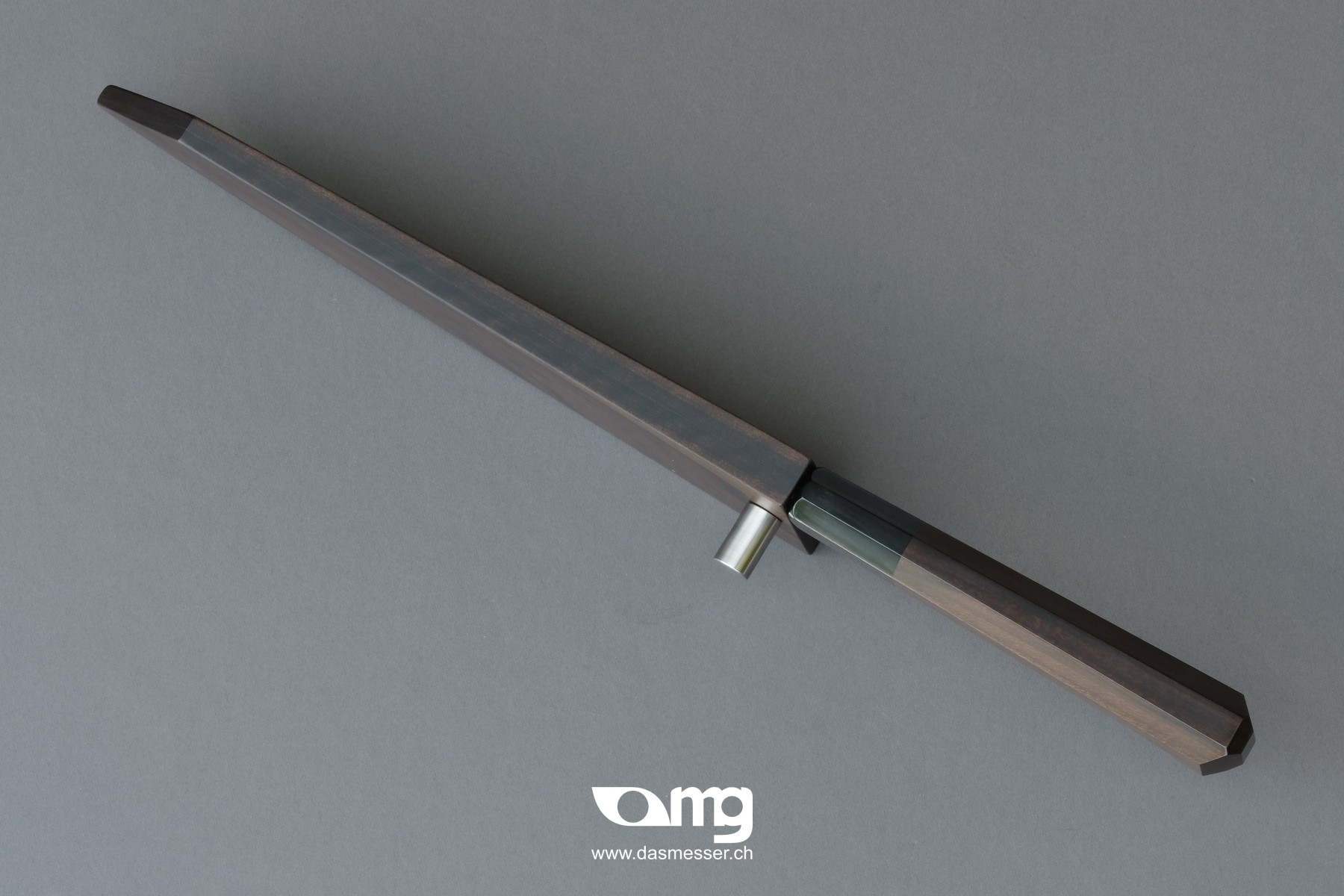
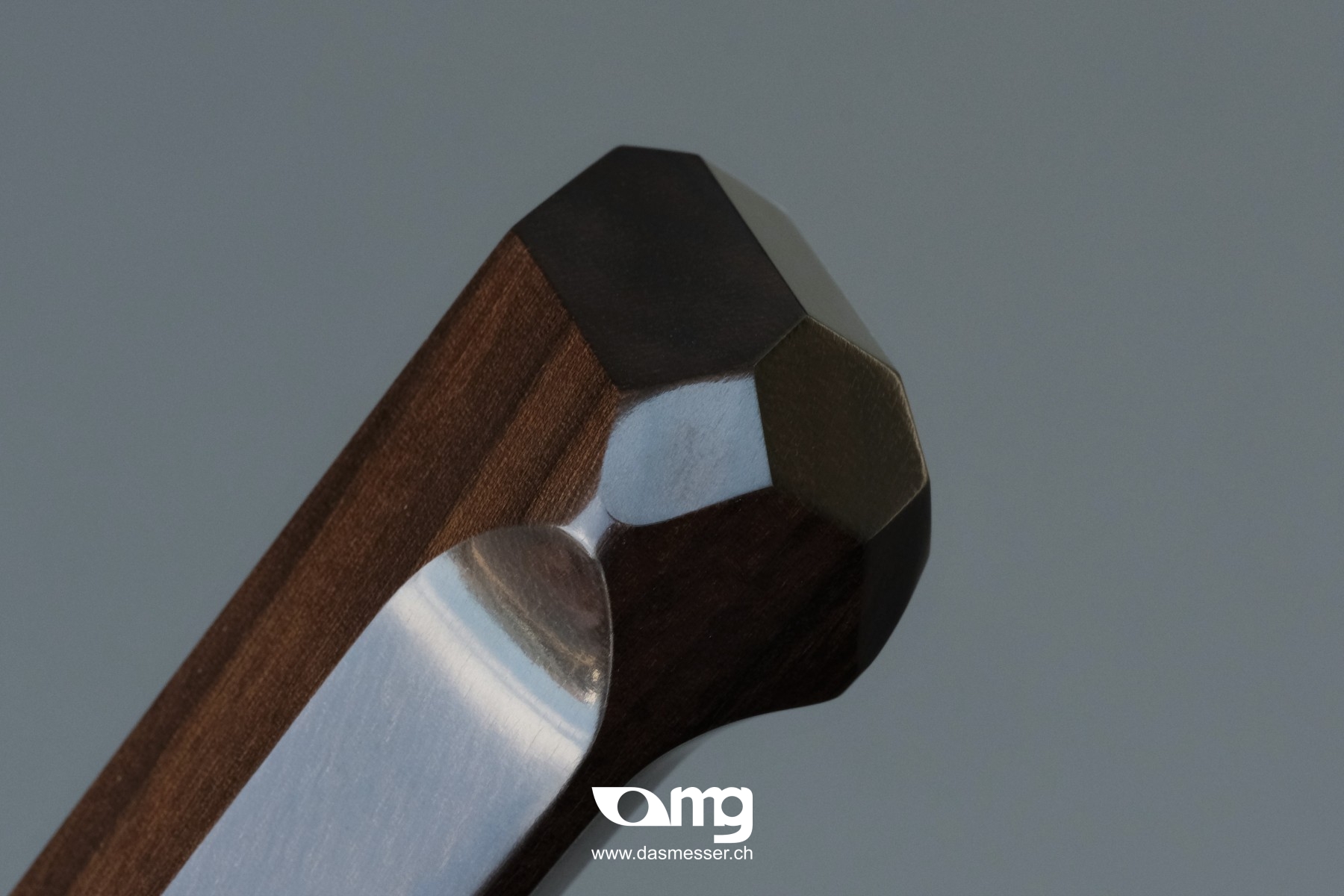
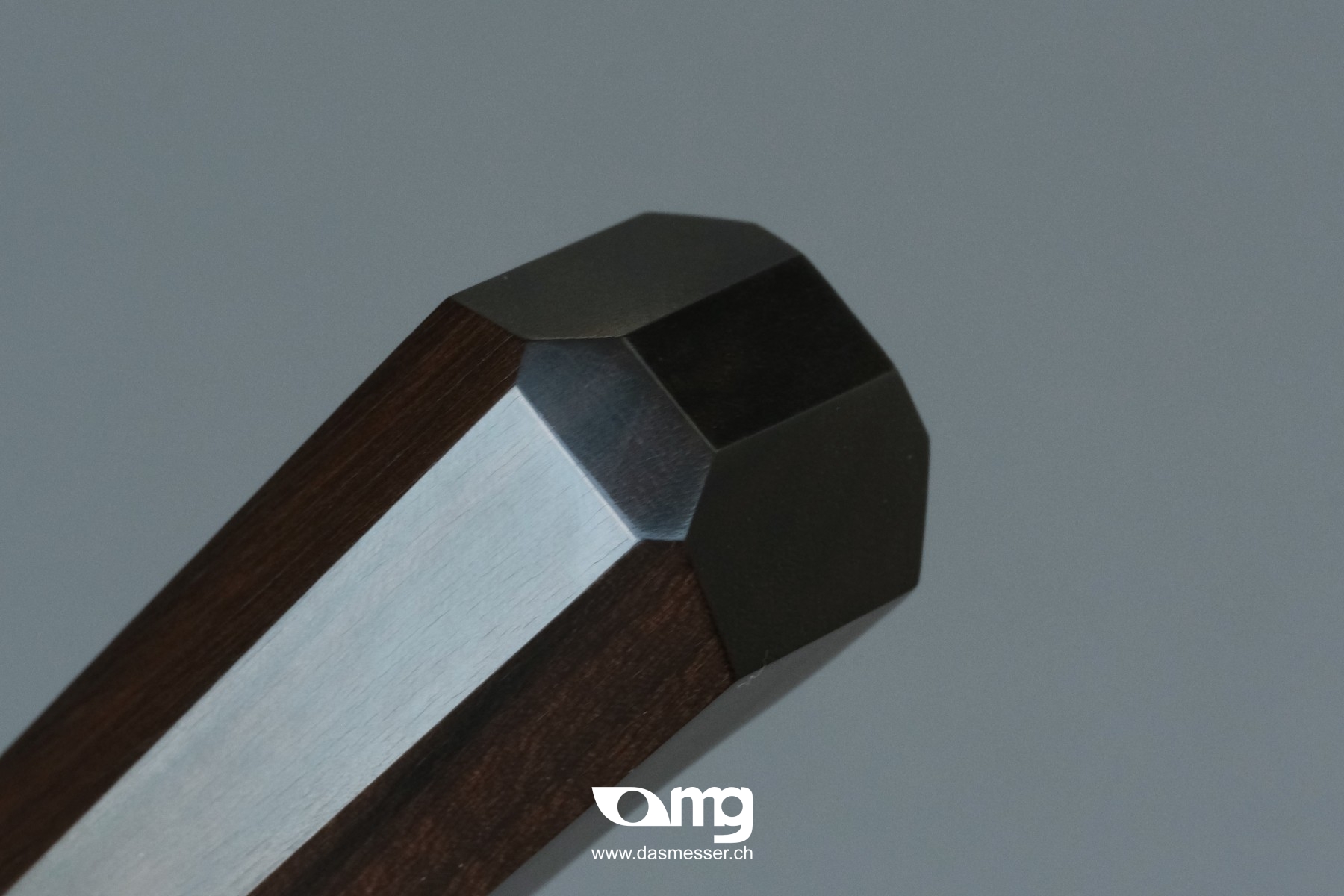
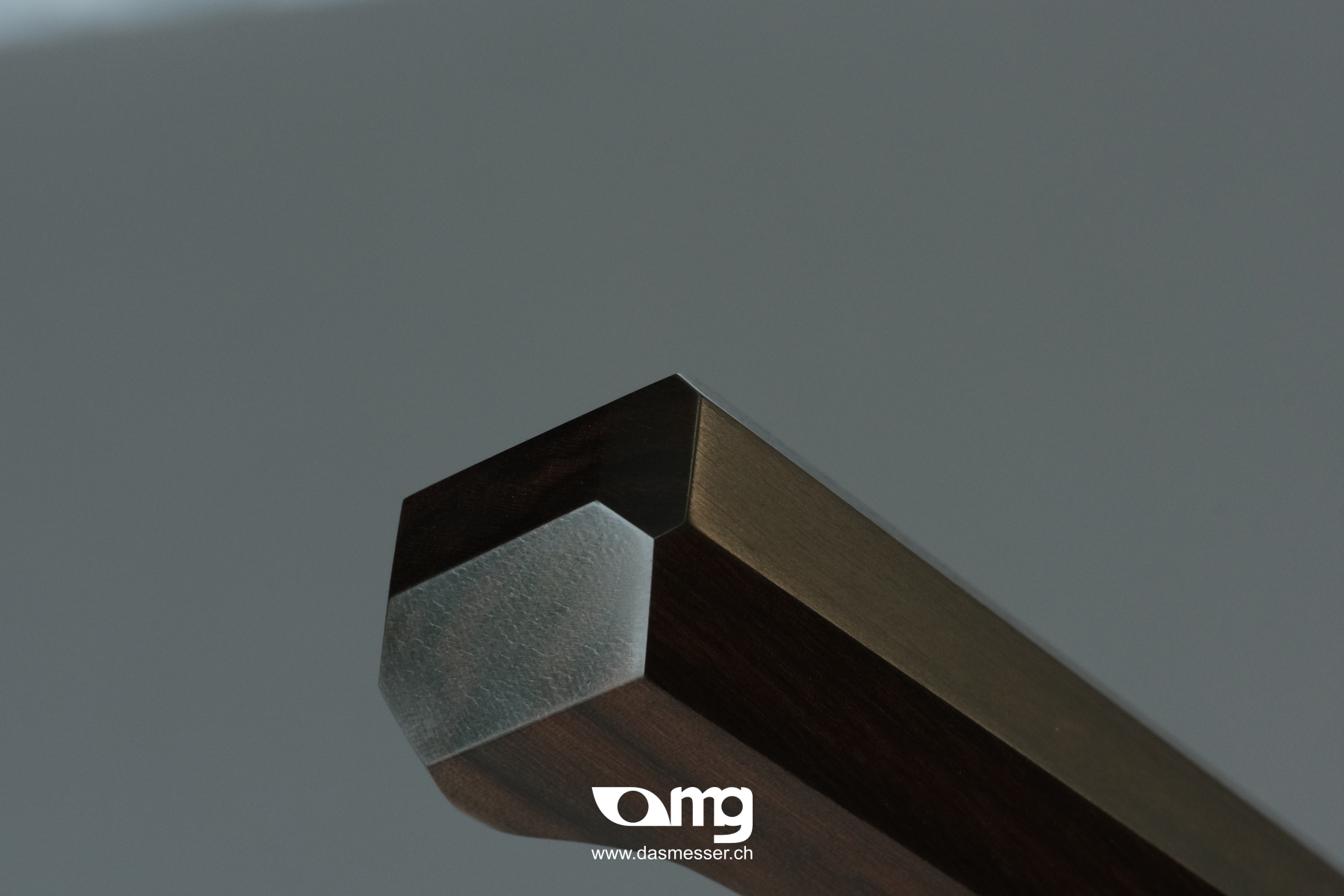
Monturen
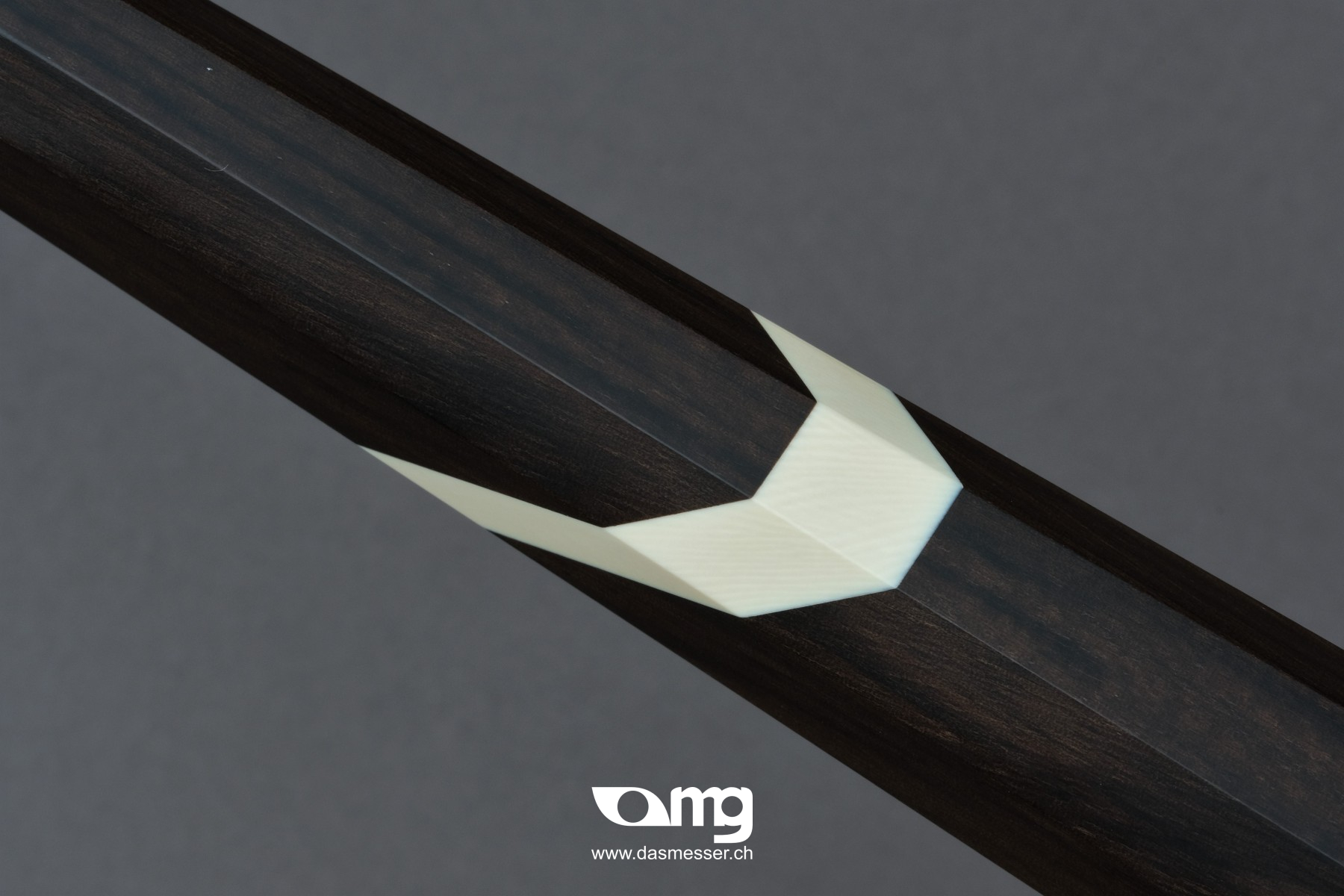
Der oben kantige Griff läuft zur Klinge hin konisch zu. Er besteht aus hoch verdichtetem Schweizer Nussbaumholz (Bijouwood) und Büffelhorn. Das Bijouwood wird durch die Firma Swiss Wood Solutions hergestellt. Bijouwood ist dank des Verdichtens extrem hart und Feuchtigkeitsbeständig. Der gefräste und gedrehte Sicherungsstift besteht aus Chromstahl, er sorgt für spielfreien Klingensitz in der mit Leder gefütterten Scheide aus Nussbaumholz «Bijouwood».
Empfehlungen
- Die Schneide hat eine filigrane Geometrie, daher ist das Messer nicht geeignet für Knochen und gefrorene Lebensmittel.
- Um Schnittgut auf die Seite zu schieben, bitte den Rücken verwenden und nicht mit der Schneide schaben. Beim Schaben leidet die Schärfe unnötig stark, da sich die Schneide umlegt!
- Die Klinge ist nicht rostfrei, daher unmittelbar nach Gebrauch mit warmem Wasser und evtl. wenig Seife reinigen, danach sofort abtrocknen.
- Nicht in der Spülmaschine waschen.
- Für die Reinigung keinen kratzenden Schwamm verwenden.
- Die Helligkeit der Klinge kann sich verändern (Patinabildung). Die Verfärbung der Klinge kann mit Keramikherdreiniger und einem Lappen vorsichtig entfernt werden. Danach gut abspülen und sofort trocknen!
- Jede Klinge verliert bei Gebrauch ihre Schärfe. Dessen Wiederherstellung sollte durch mich oder ähnliche Speziallisten erfolgen.
- Schärfwinkel = ca 15° pro Seite.
Technische Daten
| Damast: | Guldimann-Stahl GS2, 1.3505, 1.2562, 75Ni8 |
|
|
|
| Schneidenhärte (UCI Prüfung): | 66 HRC +/- 1HRC |
| Griff: | Büffelhorn / Nussbaum Bijouwood |
| Gesamtlänge (mit Griff): | 378 mm |
| Länge der Klinge: | 222 mm |
| Höhe der Klinge: | 58.4 mm |
| Dicke der Klinge beim Griff / Mitte der Klinge: | 5.4 mm / 1.3 mm |
| Gewicht des Messers: | 190 g |