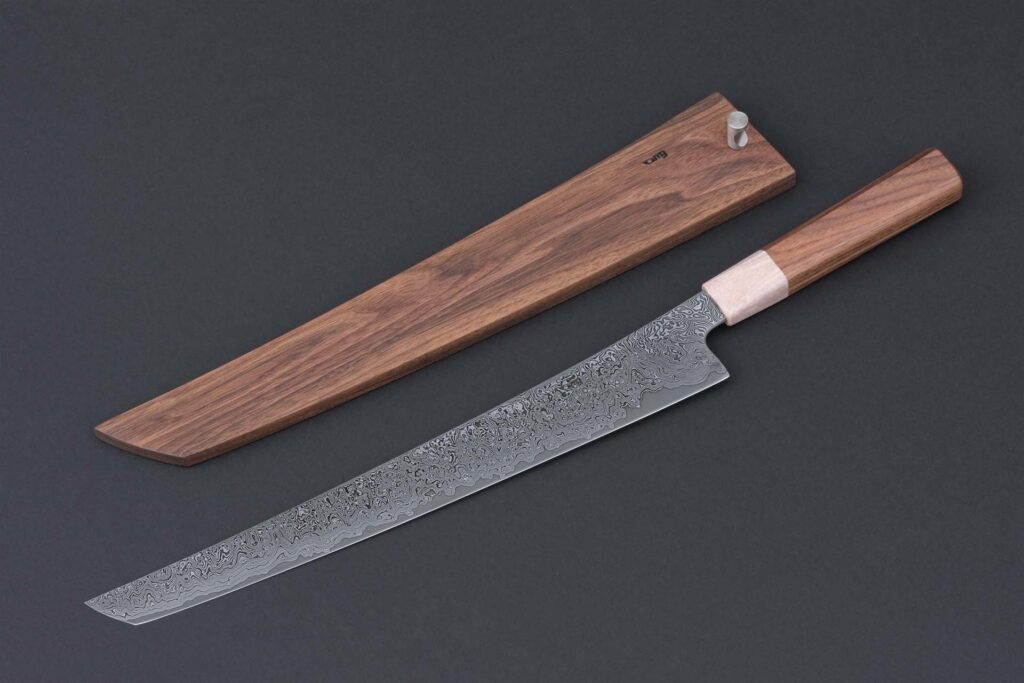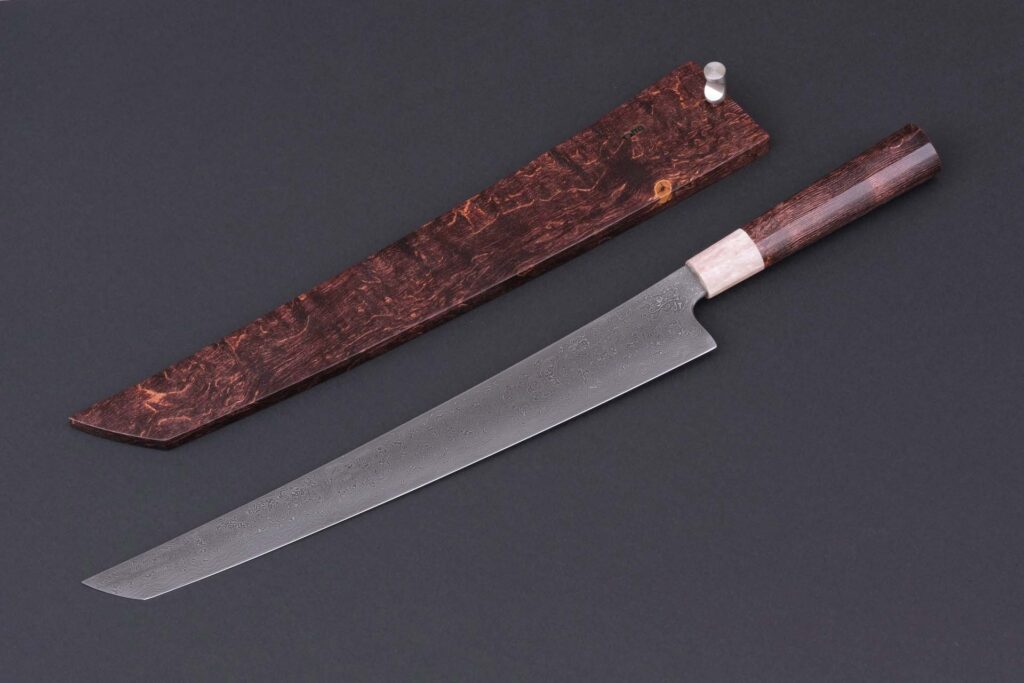

Tobi
Dieses Tranchiermesser habe ich für Tobi gefertigt – und es trägt auch seinen Namen. Ein Werkzeug, das ebenso präzise wie charaktervoll ist. Um das Messer nicht nur als Objekt, sondern auch als Teil einer persönlichen Geschichte zu zeigen, habe ich mit Tobi ein kleines Interview geführt. Mit spannenden und auch lustigen Fragen erhältst Du einen …