
Nakiri „Guhl“

Dieses feingliedrige Nakiri mit Hohlkehle ist durch meinen Kunden auf „Guhl“ getauft worden.





Dieses feingliedrige Nakiri mit Hohlkehle ist durch meinen Kunden auf „Guhl“ getauft worden.









Dieses Chefkochmesser ist durch meinen Kunden auf „Ragnar“ getauft worden. Er fand, dass der Name des berühmten Wikingerkriegers sehr gut zu diesem prächtigen Messer passt.
Die Klinge des „Ragnar“ ist wie ein Sandwich aufgebaut, wobei der Kern aus mehrlagigem Guldimann-Stahl besteht und die Aussenlagen aus einem besonderen Mosaikdamast. Bei diesem habe ich versucht eine flammenartige Musterung zu erzeugen. Die für den Mosaikdamast verwendeten Stähle sorgen mittels Zähigkeit für erhöhte Durchbruchsicherheit der Klinge. Das Schmieden dieses eher feinen Mosaikdamastes war zeitintensiv und verlangte einiges an Erfahrung und Feingefühl. Dieser Paket-Verbund wurde mittels WIG-Schweissverfahren aussenseitig verschlossen um ein Eindringen von Sauerstoff zu verhindern. Danach folgte die Formgebung zum Chefkochmesser, wobei die Vorzüge einer kontrollierten thermomechanischen Umformung ausgenutzt wurden. Dieser sehr zentrale Schmiedeprozess ist die Basis für langwährende Schärfe und Schneidhaltigkeit.
Danach wurde das zukünftige „Ragnar“ grobgeschliffen und mittels Doppelhärtung bzw. Zwischenvergütung und Tiefkühlung bei minus 80° zu hoher Verschleissbeständigkeit getrimmt. Um die nun sehr hohe Härte etwas. alltagstauglicher zu machen, wurde die Anlassbehandlung durchgeführt. Die Härte liegt danach durchschnittlich bei 66 HRC und wurde durch die UCI-Härteprüfung an mehreren Messpunkten auf der Schneide ermittelt.
Der oben kantige und unten runde Griff läuft zur Klinge hin verjüngend zu. Er besteht aus Schweizer Riegel-Ahorn, welches durch die Firma Swisswoodsolutions hoch verdichtet worden ist. Dieses Holz ist durch diesen Prozess zum härtesten Holz auf diesem Planeten geworden. Als Griffzwinge kommt stabilisiertes Rentierhorn zum Einsatz.
Der gefräste und gedrehte Sicherungsstift besteht aus Chromstahl, er sorgt für spielfreien Klingensitz in der mit Leder gefütterten Ahorn-Scheide. Dieses verwendetet Holz ist ebenfalls von Swisswoodsolutions hoch verdichtet worden.
| Klingenkern: | Guldimann-Stahl |
| Mosaikdamast: | S700MC/ C60 / 75Ni8 |
| Schneidenhärte (UCI Prüfung): | 66 HRC +/- 1HRC |
| Griff: | Rentierhorn / Ahorn Swisswoodsolutions |
| Gesamtlänge (mit Griff): | 390 mm |
| Länge der Klinge: | 229 mm |
| Höhe der Klinge: | 55 mm |
| Dicke der Klinge beim Griff / Mitte der Klinge: | 3.8 mm / 1.7 mm |
| Gewicht des Messers: | 191g |








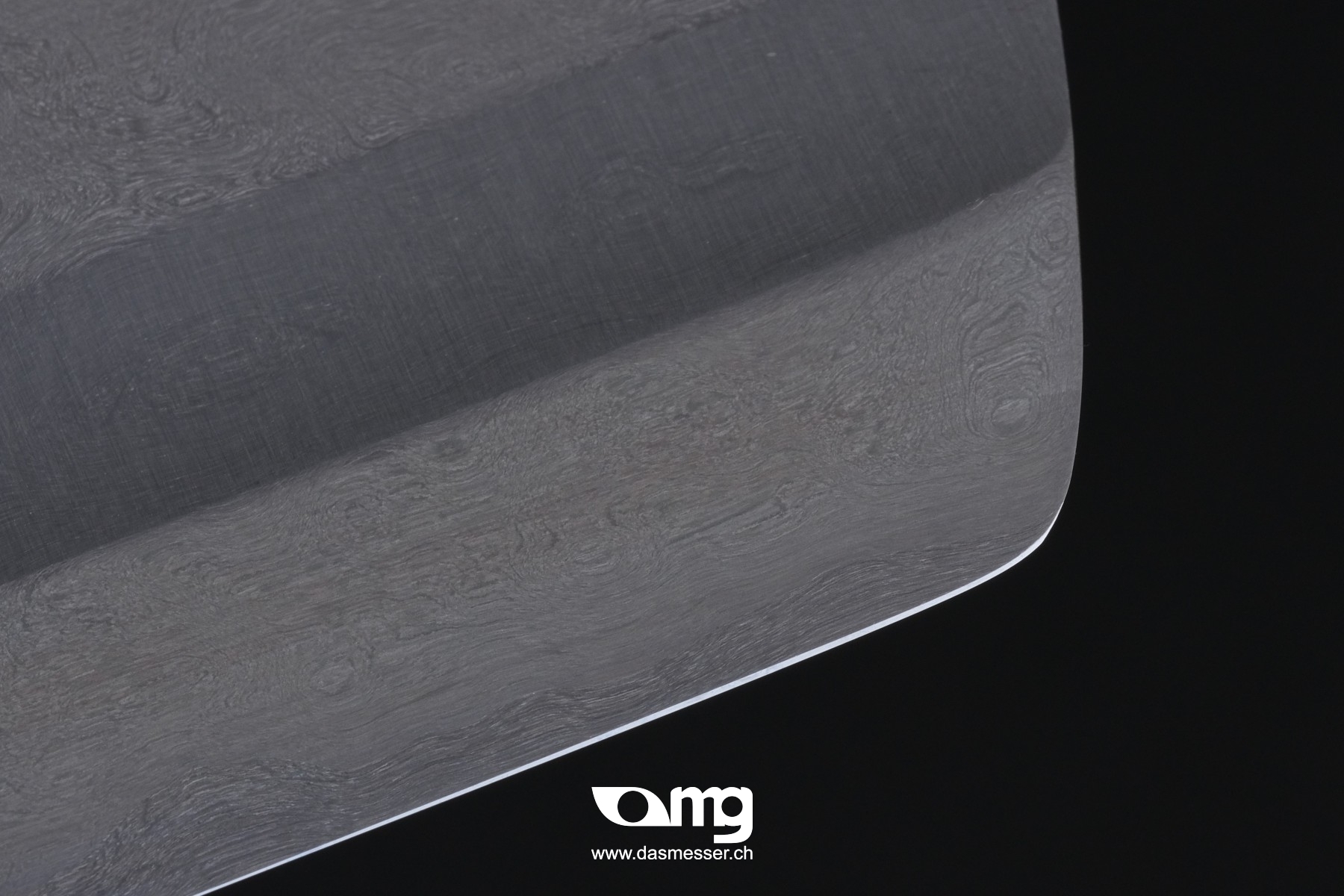
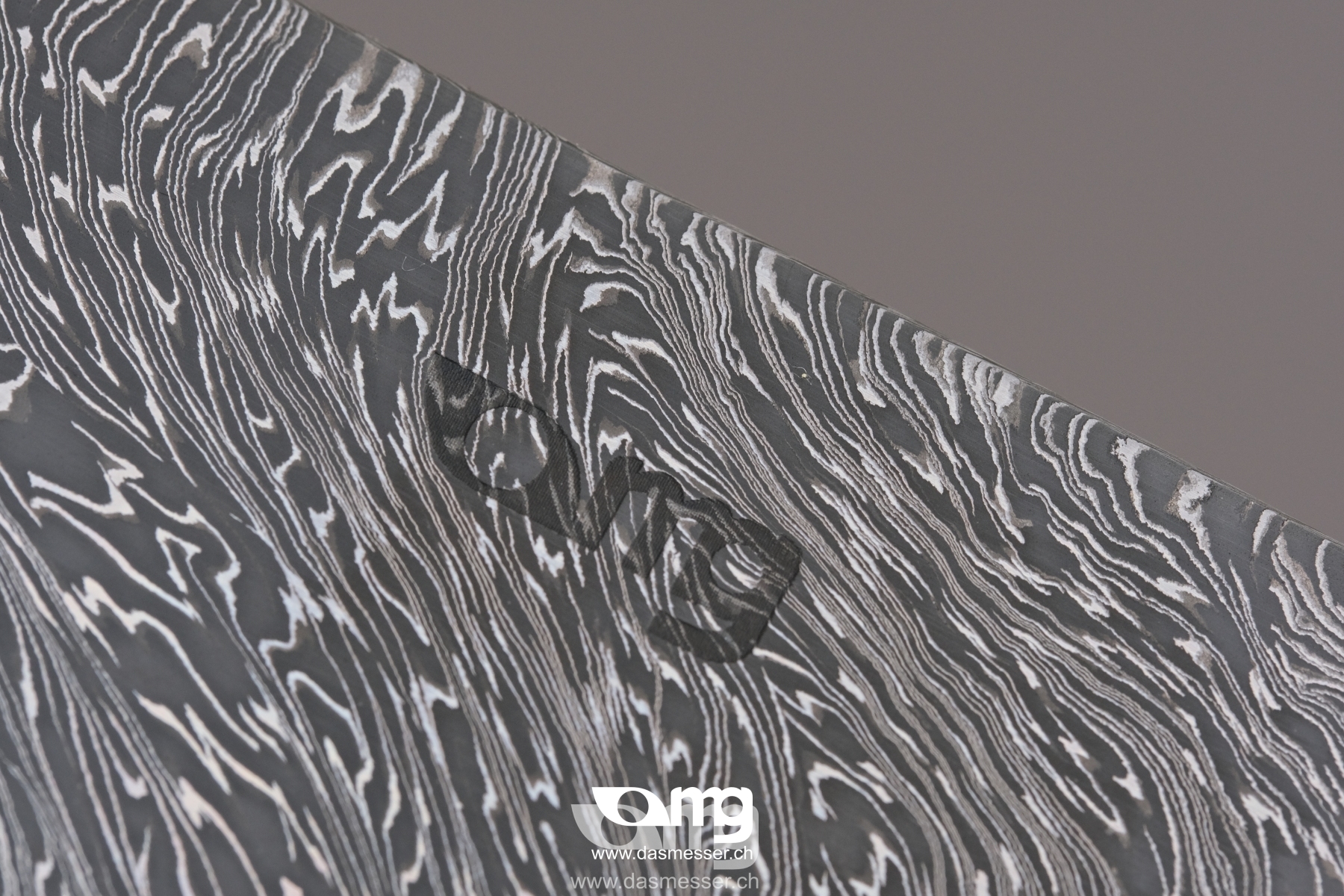
Dieses große Gemüsemesser wird in der Levante eingesetzt und besitzt den Namen „Had“, was so viel wie scharf („حاد“) bedeutet. Die Klinge besteht aus einem extrem homogenen Damast mit über 12’000 Lagen. Für diesen Damast wurde der verschleissbeständige Guldimann-Stahl und der SC125 verwendet.
Begonnen wurde mit einem Paket aus 11 Lagen, dieses Paket bestand aus 5 Lagen Guldimann-Stahl und 6 Lagen Sc125. Die Vervielfältigung lief in Fünfer-, dann in Dreierschritten ab. Somit realisierte ich folgende Lagenzahlen: 11/ 55/ 275/ 1375/ 4125/ 12375. Vor jeder Vervielfältigung der Lagenzahl musste jedes Stück Stahl nach dem jeweiligen ausschmieden auf der Topfschleifmaschine (Jg. 1976) plangeschliffen werden. Dieser Paket-Verbund wurde mittels WIG-Schweissverfahren aussenseitig verschlossen um ein Eindringen von Sauerstoff zu verhindern. Danach folgte die Formgebung zum Gemüsemesser, wobei die Vorzüge einer kontrollierten thermomechanischen Umformung ausgenutzt wurden. Dieser sehr zentrale Schmiedeprozess ist die Basis für langwährende Schärfe und Schneidhaltigkeit.
Danach wurde das zukünftige Gemüsemesser grobgeschliffen und mittels Doppelhärtung bzw. Zwischenvergütung und Tiefkühlung bei minus 80° zu hoher Verschleissbeständigkeit getrimmt. Um die nun sehr hohe Härte etwas. alltagstauglicher zu machen, wurde die Anlassbehandlung durchgeführt. Die Härte liegt danach durchschnittlich bei 66.2 HRC und wurde durch die Vickers-Härteprüfung an 20 Messpunkten auf der Schneide ermittelt.
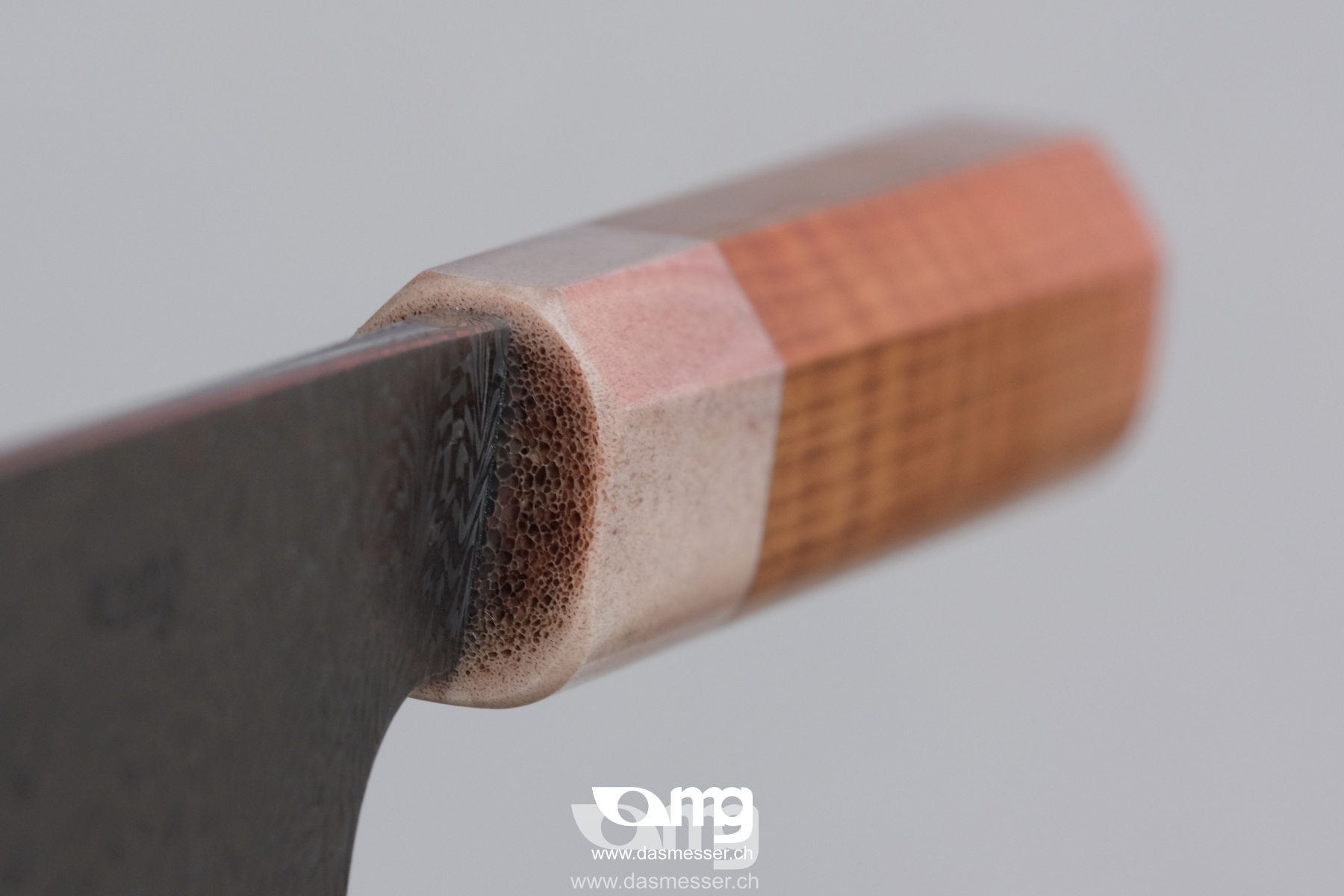
Der oben kantige und unten runde Griff läuft zur Klinge hin verjüngend zu. Er besteht aus Schweizer Riegel-Ahorn, welches durch die Firma Swisswoodsolutions hoch verdichtet worden ist. Dieses Holz ist durch diesen Prozess zum härtesten Holz auf diesem Planeten geworden. Als Griffzwinge kommt stabilisiertes Rentierhorn zum Einsatz.
Der gefräste und gedrehte Sicherungsstift besteht aus Chromstahl, er sorgt für spielfreien Klingensitz in der mit Leder gefütterten Ahorn-Scheide. Dieses verwendetet Holz ist ebenfalls von Swisswoodsolutions hoch verdichtet worden.
| Schneide aus 1200 Lagen-Damast aus: | Guldimann-Stahl und SC125 |
| Schneidenhärte (UCI Prüfung): | 66.2 HRC +/- 1HRC |
| Griff: | Rentierhorn / Ahorn Swisswoodsolutions |
| Gesamtlänge (mit Griff): | 414 mm |
| Länge der Klinge: | 264 mm |
| Höhe der Klinge: | 52 mm |
| Dicke der Klinge beim Griff / Mitte der Klinge: | 4.8 mm / 2 mm |
| Gewicht des Messers: | 235g |






Mit grosser Freude durfte ich im Auftrag von Richi Kägi dem renommierten Foodscout ein dünn ausgeschliffenes vielzweck-Gemüsemesser mit bestem Gewissen übergeben.
Die Klinge ist wie ein Sandwich aufgebaut, wobei der Kern aus einem extrem homogenen Damast mit über 12’000 Lagen besteht. Dafür wurde der verschleissbeständige Guldimann-Stahl und der SC125 verwendet.
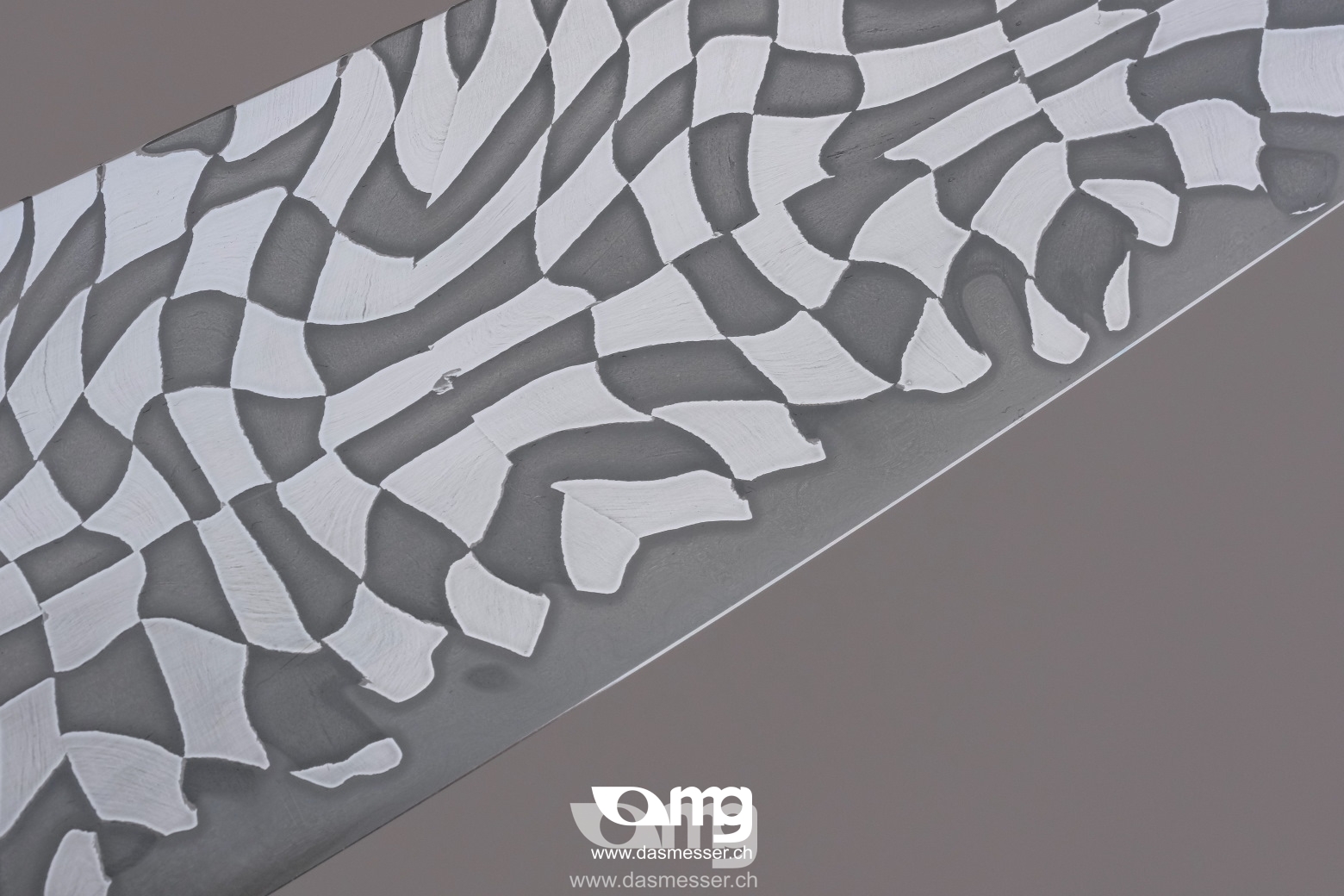
Die Aussenlagen bestehen aus Mosaikdamast, ähnlich einem Schachbrettdamast. Die dabei verwendeten Stähle sorgen mittels Zähigkeit für erhöhte Durchbruchsicherheit der Klinge. Das Schmieden dieses Mosaikdamastes war zeitintensiv und verlangte einiges an Erfahrung und Feingefühl.
Sobald der Damast-Kern und die Schachbrett-Aussenlagen auf der Topfschleifmaschine (Jg. 1976) plangeschliffen waren, entstand daraus der Sandwichverbund. Dieser Verbund wurde mittels WIG-Schweissverfahren aussenseitig verschlossen um ein Eindringen von Sauerstoff zu verhindern. Danach folgte die Formgebung zum Messer, wobei die Vorzüge einer kontrollierten thermomechanischen Umformung ausgenutzt wurden. Dieser sehr zentrale Schmiedeprozess ist die Basis für langwährende Schärfe und Schneidhaltigkeit.
Anschliessend wurde das Messer vorgeschliffen und dank diversen Wärmebehandlungen auf hohe Verschleissbeständigkeit und Zähigkeit getrimmt. Um die nun sehr hohe Härte etwas zu entspannen bzw. alltagstauglicher zu machen, wurde die Anlassbehandlung durchgeführt. Die Härte liegt durchschnittlich bei 66 HRC.
Die exzellent hohe Schärfe wird mit Hilfe einer winkelgeführten Präzisionseinrichtung und Diamond Lapping Film „DLF“, bis zu einer Körnung von 0.1 Mikrometer ausgeführt.(0.1my = ca. 120’000er Körnung) Selbstverständlich geschieht dieser wichtige Vorgang ausschließlich wassergekühlt und somit bei Raumtemperatur.
Der oben kantige und unten runde Griff, läuft zur Klinge hin verjüngend zu. Und dieser besteht aus Schweizer Riegel-Ahorn, welches durch die Firma Swisswoodsolutions hoch verdichtet worden ist. Dieses Holz ist durch diesen Prozess zum härtesten Holz auf diesem Planeten geworden. Als Griffzwinge kommt stabilisiertes Rentierhorn zum Einsatz.
Der gefräste und gedrehte Sicherungsstift besteht aus Chromstahl, er sorgt für spielfreien Klingensitz in der mit Leder gefütterten Ahorn-Scheide. Dieses verwendetet Holz ist ebenfalls von Swisswoodsolutions hoch verdichtet worden.
| Schneide aus 1200 Lagen-Damast aus: | Guldimann-Stahl und SC125 |
| Mosaikdamast: | 1.2767 und 1.0570 |
| Schneidenhärte (UCI Prüfung): | 66 HRC +/- 1HRC |
| Griff: | Rentierhorn / Ahorn Swisswoodsolutions |
| Gesamtlänge (mit Griff): | 345 mm |
| Länge der Klinge: | 194 mm |
| Höhe der Klinge: | 58 mm |
| Dicke der Klinge beim Griff / Mitte der Klinge: | 4.3 mm / 2 mm |
| Gewicht des Messers: | 188 g |






Bevor die Produktion des Damastes mit ca. 1000 Lagen beginnen konnte, musste der Guldimann-Stahl in dieselbe Dimension wie der SC125 umgeformt werden.
Vor jeder Stapelung der beiden Stähle musste das Flachmaterial auf der Kugelmüller Präzisions-Topfschleifmaschine (Jg. 1976) plangeschliffen werden. Jede dieser Stapelung wurde mittels WIG-Schweissverfahren aussenseitig verschlossen um ein Eindringen von Sauerstoff zu verhindern. Anschliessend folgte die Formgebung zum Messer, wobei die Vorzüge einer kontrollierten thermomechanischen Umformung ausgenutzt wurden.
Dieser sehr zentrale Schmiedeprozess ist die Basis für langwährende Schärfe und Schneidhaltigkeit.
Danach wurde das Taka Junior grobgeschliffen und mittels Doppelhärtung und Zwischenvergütung zu hoher Verschleissbeständigkeit getrimmt. Um die nun sehr hohe Härte etwas zu entspannen bzw. alltagstauglicher zu machen, wurde die Anlassbehandlung durchgeführt. Die Härte liegt durchschnittlich bei 65 HRC und wurde durch die Ultraschallmethode an verschiedenen Messpunkten ermittelt.
Die exzellent hohe Schärfe wird mit Hilfe einer winkelgeführten Präzisionseinrichtung und Diamond Lapping Film DLF, bis zu einer Körnung von 0.1 Mikrometer ausgeführt. (0.1my = ca. 120’000er Körnung) Selbstverständlich geschieht dieser wichtige Vorgang ausschließlich wassergekühlt und somit bei Raumtemperatur.
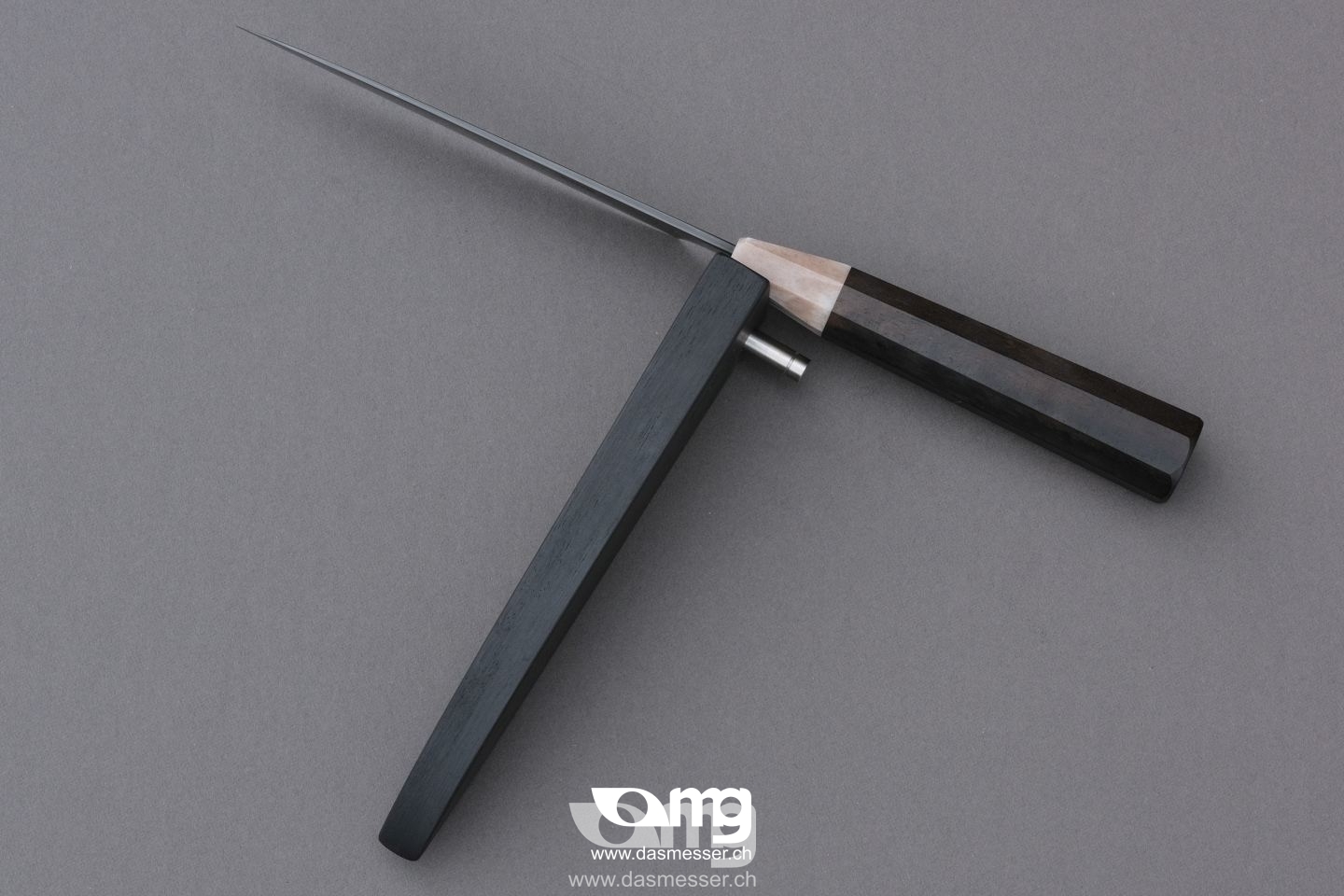
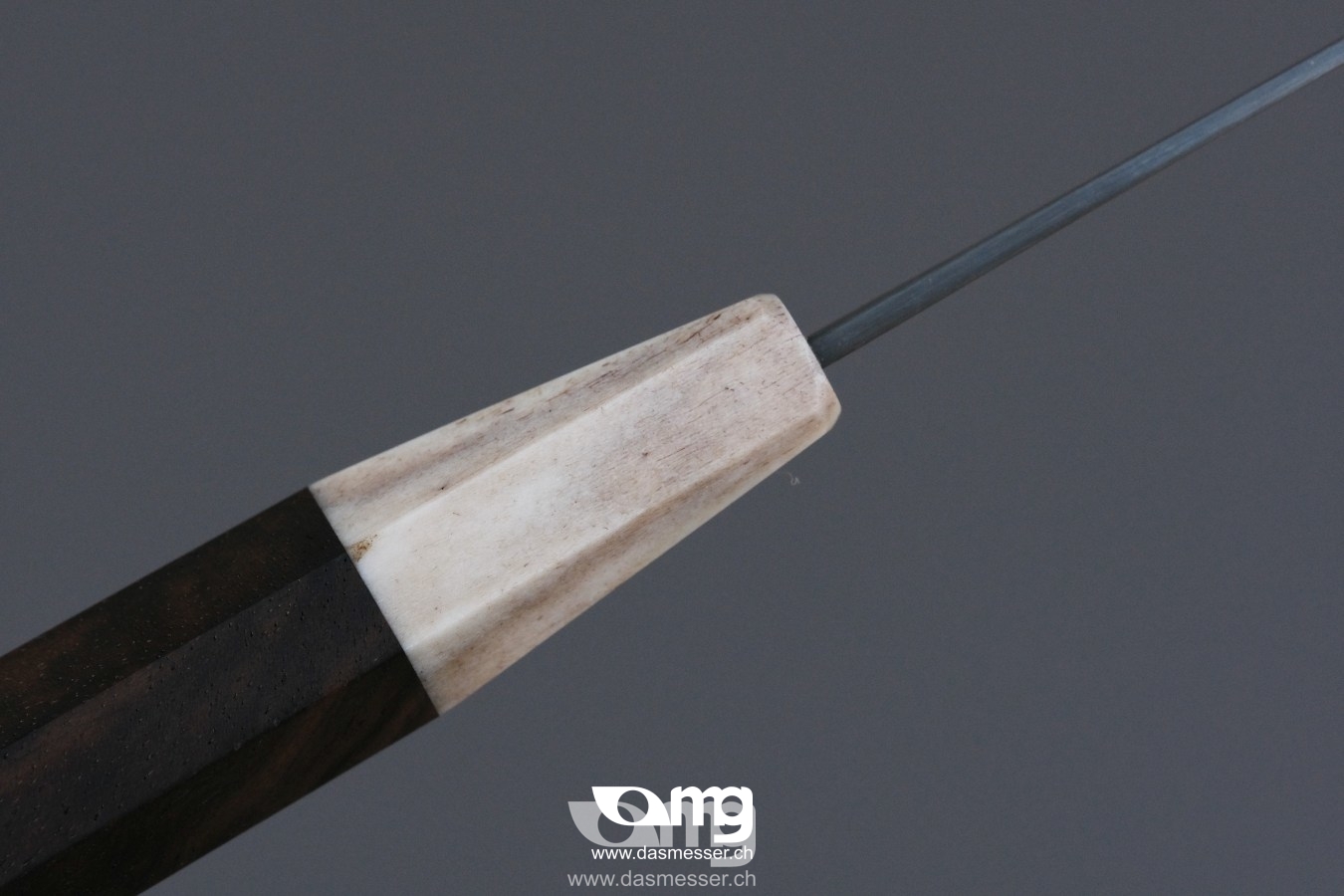
Der achtkantige und gegen vorne verjüngende Griff besteht aus türkischem Nussbaum.
Der gefräste und gedrehte Sicherungsstift besteht aus Chromstahl, er sorgt für spielfreien Klingensitz in der mit Leder gefütterten Nussbaum-Scheide.
| Guldimann-Stahl: | 1.35%C + Nb + Ti + V + W… |
| SC125: | 1.25%C |
| Schneidenhärte (UCI Prüfung): | 65HRC +/- 1HRC |
| Griff: | Hirschhorn / Ebenholz |
| Gesamtlänge (mit Griff): | 240 mm |
| Länge der Klinge: | 115 mm |
| Höhe der Klinge: | 26 mm |
| Dicke der Klinge beim Griff / Mitte der Klinge: | 2.47 mm / 1.7 mm |
| Gewicht des Messers: | 70g |





Bevor die Messer in ihre grobe Form geschmiedet werden konnten,
musste der jeweilige Stahl mehrfach mit sich selber gestapelt und anschliessend umgeformt werden. Als Ausgangsmaterial hatte ich den 1.2516 in 20mm Vollrundmaterial und den Guldimann-Stahl in Blöcken aus 60mm x 60mm x 30mm.
Vor jeder Stapelung der Stähle musste das Flachmaterial auf der Kugelmüller Präzisions-Topfschleifmaschine (Jg. 1976) plangeschliffen werden. Jede dieser Stapelung, wurde mittels WIG-Schweissverfahren aussenseitig verschlossen um ein Eindringen von Sauerstoff zu verhindern. Für beide Stähle entstand schlussendlich ein Verbund aus je 13 Lagen. Anschliessend folgte aus diesem 13 lagigen Paket die Formgebung zum Rüstmesser, wobei die Vorzüge einer kontrollierten thermomechanischen Umformung ausgenutzt wurden. Dieser sehr zentrale Schmiedeprozess ist die Basis für langwährende Schärfe und Schneidhaltigkeit.
Dieser sehr zentrale Schmiedeprozess ist die Basis für langwährende Schärfe und Schneidhaltigkeit.
Danach wurden die beiden Rüstmesser grobgeschliffen und mittels Doppelhärtung und Zwischenvergütung zu hoher Verschleissbeständigkeit getrimmt. Um die nun sehr hohe Härte etwas zu entspannen bzw. alltagstauglicher zu machen, wurde die Anlassbehandlung durchgeführt. Die Härte liegt durchschnittlich bei 65 HRC und wurde durch die Ultraschallmethode an verschiedenen Messpunkten ermittelt.
Die exzellent hohe Schärfe wird mit Hilfe einer winkelgeführten Präzisionseinrichtung und Diamond Lapping Film DLF, bis zu einer Körnung von 0.1 Mikrometer ausgeführt. (0.1my = ca. 120’000er Körnung) Selbstverständlich geschieht dieser wichtige Vorgang ausschließlich wassergekühlt und somit bei Raumtemperatur.
Der achtkantige und gegen vorne verjüngende Griff besteht aus türkischem Nussbaum.
Der gefräste und gedrehte Sicherungsstift besteht aus Chromstahl, er sorgt für spielfreien Klingensitz in der mit Leder gefütterten Nussbaum-Scheide.
| Anneliese: | 1.2516 (A) |
| Maria: | Guldimann-Stahl (B) |
| Schneidenhärte (UCI Prüfung): | A: 64 HRC +/- 1HRC // B: 68 HRC +/- 1HRC |
| Griff: | Hirschhorn / Nussbaum TR |
| Gesamtlänge (mit Griff): | 225 mm |
| Länge der Klinge: | 101 mm |
| Höhe der Klinge: | 25 mm |
| Dicke der Klinge beim Griff / Mitte der Klinge: | <1.9 mm / <1.0 mm |
| Gewicht des Messers: | <50g |







Der im Klingenkern verwendete wolframhaltige Werkzeugstahl, kam in 20mm Vollrundstangen in meiner Werkstatt an und war keineswegs nur in Form zu schmieden. Erst durch das sich wiederholende Stapeln und Feuerschweissen mit sich selber, ist der Verformungsgrad hoch genug und so das Gefüge nochmals verfeinert. Dabei wurden 10 Lagen aus selbigem Stahl zu einer Kernlage geschmiedet.
Der Damast für die Aussenlagen sorgt mit seiner Zähigkeit für hohe Durchbruchsicherheit der Klinge. Er besteht aus einem nickelhaltigen Werkzeugstahl und einem manganhaltigen Maschinenbaustahl. Diese beiden Stähle wurden so oft miteinander gestapelt, bis das Paket aus 90 hochstehende Lagen bestand. Sobald der Kern und die beiden Damastaussenlagen auf der Kugelmüller Präzisions-Topfschleifmaschine (Jg. 1976) plangeschliffen waren, entstand daraus der Sandwichverbund. Dieser Verbund wurde mittels WIG-Schweissverfahren aussenseitig verschlossen um ein Eindringen von Sauerstoff zu verhindern. Danach folgte die Formgebung zum Messer, wobei die Vorzüge einer kontrollierten thermomechanischen Umformung ausgenutzt wurden. Währenddessen durfte nur der Schmiedeofen als Lichtquelle dienen, weil die Glühtemperatur des Schmiedestücks ohne Interferenzen besser zu kontrollieren sind.
Dieser sehr zentrale Schmiedeprozess ist die Basis für langwährende Schärfe und Schneidhaltigkeit.
Danach wurde das Messer grobgeschliffen und mittels Doppelhärtung und Zwischenvergütung zu hoher Verschleissbeständigkeit getrimmt. Um die nun sehr hohe Härte etwas zu entspannen bzw. alltagstauglicher zu machen, wurde die Anlassbehandlung durchgeführt. Die Härte liegt durchschnittlich bei 65 HRC und wurde durch die Ultraschallmethode an verschiedenen Messpunkten ermittelt.
Die exzellent hohe Schärfe wird mit Hilfe einer winkelgeführten Präzisionseinrichtung und Diamond Lapping Film DLF, bis zu einer Körnung von 0.1 Mikrometer ausgeführt. (0.1my = ca. 120’000er Körnung) Selbstverständlich geschieht dieser wichtige Vorgang ausschließlich wassergekühlt und somit bei Raumtemperatur.
Der oben kantige und unten rundliche Griff, läuft zur Klinge hin verjüngend zu und besteht aus stabilisiertem Hirschhorn und Schweizer Riegel-Ahorn namens Sonowood der Firma Swiss Wood Solutions. Diese in Zürich ansässige Firma ist spezialisiert auf die Verdichtung von CH-Hölzern. Durch die sehr hohe Verdichtung des Holzes ist es ihm nahezu unmöglich Wasser aufzunehmen. Dieses Holz ist das härteste Holz auf dem Planeten Erde!
Der gefräste und gedrehte Sicherungsstift besteht aus Chromstahl, er sorgt für spielfreien Klingensitz in der mit Leder gefütterten Ahorn-Scheide. Dieses verwendetet Holz ist ebenfalls von Swisswoodsolutions hoch verdichtet worden.
https://swisswoodsolutions.ch/de/bijouwood/
| Klingenkern: | 1.2516 |
| Klingenaussenlagen: | 1.5634/1.8974 |
| Schneidenhärte (UCI Prüfung): | 65 HRC +/- 1HRC |
| Griff: | Hirschhorn / Ahorn Sonowood |
| Gesamtlänge (mit Griff): | 378 mm |
| Länge der Klinge: | 222 mm |
| Höhe der Klinge: | 56.4 mm |
| Dicke der Klinge beim Griff / Mitte der Klinge: | 5 mm / 1.5 mm |
| Gewicht des Messers: | 230 g |






Der im Klingenkern verwendete wolframhaltige Werkzeugstahl, kam in 20mm Vollrundstangen in meiner Werkstatt an und war keineswegs nur in Form zu schmieden. Erst durch das sich wiederholende Stapeln und Feuerschweissen mit sich selber, ist der Verformungsgrad hoch genug und so das Gefüge nochmals verfeinert. Dabei wurden 10 Lagen aus selbigem Stahl zu einer Kernlage geschmiedet.
Der Damast für die Aussenlagen sorgt mit seiner Zähigkeit für hohe Durchbruchsicherheit der Klinge. Er besteht aus einem nickelhaltigen Werkzeugstahl und einem manganhaltigen Maschinenbaustahl. Diese beiden Stähle wurden so oft miteinander gestapelt, bis das Paket aus über 180 Lagen bestand. Sobald der Kern und die beiden Damastaussenlagen auf der Kugelmüller Präzisions-Topfschleifmaschine (Jg. 1976) plangeschliffen waren, entstand daraus der Sandwichverbund. Dieser Verbund wurde mittels WIG-Schweissverfahren aussenseitig verschlossen um ein Eindringen von Sauerstoff zu verhindern. Danach folgte die Formgebung zum Messer, wobei die Vorzüge einer kontrollierten thermomechanischen Umformung ausgenutzt wurden. Währenddessen durfte nur der Schmiedeofen als Lichtquelle dienen, weil die Glühtemperatur des Schmiedestücks ohne Interferenzen besser zu kontrollieren sind.
Dieser sehr zentrale Schmiedeprozess ist die Basis für langwährende Schärfe und Schneidhaltigkeit.
Danach wurde das Messer grobgeschliffen und mittels Doppelhärtung und Zwischenvergütung zu hoher Verschleissbeständigkeit getrimmt. Um die nun sehr hohe Härte etwas zu entspannen bzw. alltagstauglicher zu machen, wurde die Anlassbehandlung durchgeführt. Die Härte liegt durchschnittlich bei 65 HRC und wurde durch die Ultraschallmethode an verschiedenen Messpunkten ermittelt.
Die exzellent hohe Schärfe wird mit Hilfe einer winkelgeführten Präzisionseinrichtung und Diamond Lapping Film DLF, bis zu einer Körnung von 0.1 Mikrometer ausgeführt. (0.1my = ca. 120’000er Körnung) Selbstverständlich geschieht dieser wichtige Vorgang ausschließlich wassergekühlt und somit bei Raumtemperatur.
Der oben kantige und unten rundliche Griff, läuft zur Klinge hin verjüngend zu und besteht aus stabilisiertem Hirschhorn und Schweizer Riegel-Ahorn namens Sonowood der Firma Swiss Wood Solutions. Diese in Zürich ansässige Firma ist spezialisiert auf die Verdichtung von CH-Hölzern. Durch die sehr hohe Verdichtung des Holzes ist es ihm nahezu unmöglich Wasser aufzunehmen. Dieses Holz ist das härteste Holz auf dem Planeten Erde!
Der gefräste und gedrehte Sicherungsstift besteht aus Chromstahl, er sorgt für spielfreien Klingensitz in der mit Leder gefütterten Ahorn-Scheide. Dieses verwendetet Holz ist ebenfalls von Swisswoodsolutions hoch verdichtet worden.
https://swisswoodsolutions.ch/de/bijouwood/
| Klingenkern: | 1.2516 |
| Klingenaussenlagen: | 1.5634/1.8974 |
| Schneidenhärte (UCI Prüfung): | 65 HRC +/- 1HRC |
| Griff: | Hirschhorn / Ahorn Sonowood |
| Gesamtlänge (mit Griff): | 372 mm |
| Länge der Klinge: | 219 mm |
| Höhe der Klinge: | 56.5 mm |
| Dicke der Klinge beim Griff / Mitte der Klinge: | 5.2 mm / 1.7 mm |
| Gewicht des Messers: | 224 g |







Der Guldimann-Stahl wurde im Institut für Eisenhüttenkunde in Aachen erschmolzen.
Besonders an diesem Stahl ist nicht nur die erstmalig erschmolzene chemische Zusammensetzung, sondern auch die maximal hohe Reinheit. Es gibt wohl kaum einen reineren Stahl betreffend der Minimalgehalte an Stahlschädlingen wie Phosphor und Schwefel!
Der im Klingenkern verwendete Guldimann-Stahl kam in groben Stücken in meiner Werkstatt an und war keineswegs nur in Form zu schmieden. Erst durch das sich wiederholende Stapeln und Feuerschweissen mit sich selber, war der Verformungsgrad hoch genug und so das Gefüge nochmals verfeinert. Die für den Mosaikdamast, auch Schachbrettdamast verwendeten Stähle, sorgen mittels Zähigkeit für erhöhte Durchbruchsicherheit der Klinge. Das Schmieden dieses eher groben Mosaikdamastes war zeitintensiv und verlangte einiges an Erfahrung und Feingefühl.
Sobald der Kern und die Aussenlagen auf der Kugelmüller Präzisions-Topfschleifmaschine (Jg. 1976) plangeschliffen waren, entstand daraus der Sandwichverbund. Dieser Verbund wurde mittels WIG-Schweissverfahren aussenseitig verschlossen um ein Eindringen von Sauerstoff zu verhindern. Danach folgte die Formgebung zum Messer, wobei die Vorzüge einer kontrollierten thermomechanischen Umformung ausgenutzt wurden. Währenddessen durfte nur der Schmiedeofen als Lichtquelle dienen, weil die Glühtemperatur des Schmiedestücks ohne Interferenzen besser zu kontrollieren sind. Dieser sehr zentrale Schmiedeprozess ist die Basis für langwährende Schärfe und Schneidhaltigkeit
Danach wurde das Messer grobgeschliffen und mittels Doppelhärtung und Zwischenvergütung zu hoher Verschleissbeständigkeit getrimmt. Um die nun sehr hohe Härte etwas zu entspannen bzw. alltagstauglicher zu machen, wurde die Anlassbehandlung durchgeführt. Die Härte liegt durchschnittlich bei 65 HRC und wurde durch die Ultraschallmethode an verschiedenen Messpunkten ermittelt.
Die exzellent hohe Schärfe wird mit Hilfe einer winkelgeführten Präzisionseinrichtung und Diamond Lapping Film DLF, bis zu einer Körnung von 0.1 Mikrometer ausgeführt. (0.1my = ca. 120’000er Körnung) Selbstverständlich geschieht dieser wichtige Vorgang ausschließlich wassergekühlt und somit bei Raumtemperatur.
Der oben kantige und unten runde Griff, läuft zur Klinge hin verjüngend zu. Er besteht aus Waldkirschbaum aus Grüningen, welches durch die Firma Swisswoodsolutions hoch verdichtet worden ist. Dieses Holz ist durch diesen Prozess das härteste Holz auf diesem Planeten. Als Griffzwinge dient das schwarze Horn des Wasserbüffels.
Der gefräste und gedrehte Sicherungsstift besteht aus Chromstahl, er sorgt für spielfreien Klingensitz in der mit Leder gefütterten Waldkirschbaum-Scheide. Dieses verwendetet Holz ist ebenfalls von Swisswoodsolutions hoch verdichtet worden.
http://www.slowwood.ch/index.html
| Klingenkern: | Guldimann-Stahl |
| Klingenaussenlagen: | 1.2767/1.0570 |
| Schneidenhärte (UCI Prüfung): | 65 HRC +/- 1HRC |
| Griff: | Büffelhorn / Waldkirsche Sonowood |
| Gesamtlänge (mit Griff): | 298 mm |
| Länge der Klinge: | 148 mm |
| Höhe der Klinge: | 53 mm |
| Dicke der Klinge beim Griff / Mitte der Klinge: | 3.7 mm / 1.8 mm |
| Gewicht des Messers: | 181 g |








Der Guldimann-Stahl wurde im Institut für Eisenhüttenkunde in Aachen erschmolzen.
Besonders an diesem Stahl ist nicht nur die erstmalig erschmolzene chemische Zusammensetzung, sondern auch die maximal hohe Reinheit. Es gibt wohl kaum einen reineren Stahl betreffend der Minimalgehalte an Stahlschädlingen wie Phosphor und Schwefel!
Der im Klingenkern verwendete Guldimann-Stahl kam in groben Stücken in meiner Werkstatt an und war keineswegs nur in Form zu schmieden. Erst durch das sich wiederholende Stapeln und Feuerschweissen mit sich selber, war der Verformungsgrad hoch genug und so das Gefüge nochmals verfeinert. Die für den Mosaikdamast, auch Schachbrettdamast verwendeten Stähle, sorgen mittels Zähigkeit für erhöhte Durchbruchsicherheit der Klinge. Das Schmieden dieses eher feinen Mosaikdamastes war zeitintensiv und verlangte einiges an Erfahrung und Feingefühl.
Sobald der Kern und die Aussenlagen auf der Kugelmüller Präzisions-Topfschleifmaschine (Jg. 1976) plangeschliffen waren, entstand daraus der Sandwichverbund. Dieser Verbund wurde mittels WIG-Schweissverfahren aussenseitig verschlossen um ein Eindringen von Sauerstoff zu verhindern. Danach folgte die Formgebung zum Messer, wobei die Vorzüge einer kontrollierten thermomechanischen Umformung ausgenutzt wurden. Währenddessen durfte nur der Schmiedeofen als Lichtquelle dienen, weil die Glühtemperatur des Schmiedestücks ohne Interferenzen besser zu kontrollieren sind. Dieser sehr zentrale Schmiedeprozess ist die Basis für langwährende Schärfe und Schneidhaltigkeit
Danach wurde das Messer grobgeschliffen und mittels Doppelhärtung und Zwischenvergütung zu hoher Verschleissbeständigkeit getrimmt. Um die nun sehr hohe Härte etwas zu entspannen bzw. alltagstauglicher zu machen, wurde die Anlassbehandlung durchgeführt. Die Härte liegt durchschnittlich bei 65 HRC und wurde durch die Ultraschallmethode an verschiedenen Messpunkten ermittelt.
Die exzellent hohe Schärfe wird mit Hilfe einer winkelgeführten Präzisionseinrichtung und Diamond Lapping Film DLF, bis zu einer Körnung von 0.1 Mikrometer ausgeführt. (0.1my = ca. 120’000er Körnung) Selbstverständlich geschieht dieser wichtige Vorgang ausschließlich wassergekühlt und somit bei Raumtemperatur.
Der oben kantige und unten runde Griff, läuft zur Klinge hin verjüngend zu. Er besteht aus Waldkirschbaum aus Grüningen, welches durch die Firma Swisswoodsolutions hoch verdichtet worden ist. Dieses Holz ist durch diesen Prozess das härteste Holz auf diesem Planeten. Als Griffzwinge dient das schwarze Horn des Wasserbüffels.
Der gefräste und gedrehte Sicherungsstift besteht aus Chromstahl, er sorgt für spielfreien Klingensitz in der mit Leder gefütterten Waldkirschbaum-Scheide. Dieses verwendetet Holz ist ebenfalls von Swisswoodsolutions hoch verdichtet worden.
http://www.slowwood.ch/index.html
https://swisswoodsolutions.ch/de/bijouwood/
| Klingenkern: | Guldimann-Stahl |
| Klingenaussenlagen: | 1.2767/1.0570 |
| Schneidenhärte (UCI Prüfung): | 65 HRC +/- 1HRC |
| Griff: | Büffelhorn / Waldkirsche Sonowood |
| Gesamtlänge (mit Griff): | 357 mm |
| Länge der Klinge: | 192 mm |
| Höhe der Klinge: | 61 mm |
| Dicke der Klinge beim Griff / Mitte der Klinge: | 4.6 mm / 1.5 mm |
| Gewicht des Messers: | 186 g |